Teflon (PTFE) coating has become a widely adopted solution across automotive, aerospace, agricultural, and industrial applications to address these issues. This guide covers what PTFE coating is, where it's applied on drive shafts, how the coating process works, and how it compares to alternative low-friction treatments.
TLDR:
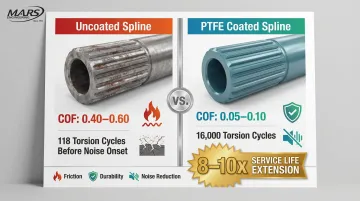
- PTFE coating reduces friction (COF 0.05–0.10) and extends drive shaft spline life 8–10 times vs. uncoated parts
- Applied primarily to slip joint splines, PTO shafts, and marine propeller shaft interfaces
- Requires precision machining, surface prep, priming, and die-forming for zero-backlash fit
- Outperforms nylon in chemical resistance and moisture absorption; differs from MoS₂ in load capacity
- Engineered for component service life under normal conditions; inspect when noise or vibration develops
What Is Teflon Coating for Drive Shafts?
PTFE Chemistry and Brand Ownership
Teflon is a brand name for polytetrafluoroethylene (PTFE), a fluoropolymer now manufactured by The Chemours Company following DuPont's 2015 spin-off of its performance chemicals division. Its defining characteristic is the carbon-fluorine bond — one of the strongest in organic chemistry — which produces a chemically inert, low-friction surface that resists adhesion and corrosion.
Industrial PTFE coatings deliver a dynamic coefficient of friction (COF) of 0.05–0.10 and maintain mechanical integrity at continuous temperatures up to 260°C (500°F). This combination of ultra-low friction and thermal stability makes PTFE ideal for drive shaft splines that must telescope smoothly under high torque and temperature cycling.
Bonded Dry-Film, Not Liquid Lubricant
PTFE coatings used in drive shaft applications are engineered dry-film surface treatments—not liquid lubricants like grease or oil. These coatings bond permanently to the metal substrate and remain functional under load and movement. Greases wash out, migrate, and pull in contaminants; bonded PTFE does none of those things — it stays put.
PTFE vs. FEP and PFA Variants
PTFE, FEP (fluorinated ethylene propylene), and PFA (perfluoroalkoxy) are all fluoropolymers, but they serve different purposes. For drive shaft splines, PTFE is the right choice. Here's how the three compare:
| Fluoropolymer | Max Continuous Temp | Primary Application |
|---|---|---|
| PTFE | 260°C (500°F) | Dry-film lubrication, spline coatings |
| FEP | ~205°C (400°F) | Chemical barrier linings, tubing |
| PFA | ~260°C (500°F) | Chemical barrier films, fluid handling |
FEP and PFA are engineered for chemical resistance in barrier applications, not friction reduction. When the goal is the lowest possible COF on a moving metal interface, PTFE is the only fluoropolymer that fits.
Key Benefits of Teflon Coating on Drive Shaft Components
Friction and Wear Reduction
PTFE's ultra-low coefficient of friction (0.05–0.10) dramatically reduces metal-on-metal contact between spline teeth and mating surfaces—the primary cause of fretting wear in slip joints. This allows axial telescoping movement with less force and preserves tight tolerances over time. Patent testing shows coated components survived 16,000 torsion cycles before noise onset, compared to just 118 cycles for uncoated equivalents—an 8x to 10x extension in service life.
Corrosion and Chemical Resistance
Drive shafts on commercial vehicles, agricultural equipment, marine vessels, and off-road machinery face exposure to road salt, moisture, hydraulic fluids, and agricultural chemicals. PTFE exhibits "Excellent" (A-rating) resistance to saturated sodium chloride, sea water, hydraulic oils, diesel fuel, and agricultural chemicals like urea and ammonia. The coating forms a chemically inert barrier that prevents corrosion pitting and chemical attack on the underlying metal.
Noise, Vibration, and Harshness (NVH) Elimination
Metal-on-metal spline engagement under load produces clunking, chatter, and vibration—especially during acceleration and deceleration cycles. A properly applied PTFE coating acts as a compliant layer that absorbs micro-movements and eliminates these NVH issues. Field case studies in light-duty trucks and SUVs document complete elimination of driveline "clunk" after dry-film coating application.
Extended Component Lifespan
Coated splines outlast uncoated splines significantly because the coating prevents:
- Fretting fatigue from repetitive micro-movements
- Corrosion pitting from moisture and salt exposure
- Abrasive wear from contamination ingress
- Galling and metal transfer under high torque
Together, these failure modes account for the majority of premature drive shaft replacements in demanding field applications—making coating one of the highest-return surface treatments available at the component level.
Tolerance Maintenance Under Load
A critical engineering benefit is how PTFE coating fills small gaps between mating splines, eliminating backlash (rotational looseness) and "broken back" (cantilevered misalignment) that arise from manufacturing tolerances. In precision driveline assemblies, positional accuracy directly affects both performance and NVH—and the coating's conformability enables zero-clearance fits that rigid metal-on-metal interfaces cannot achieve without binding or galling.
Where Teflon Coating Is Applied on a Drive Shaft
Slip Joint Splines (Tube Shaft and Slip Yoke)
Slip joint splines see more continuous movement than any other drive shaft interface. The externally splined tube shaft and internally splined slip yoke telescope against each other as suspension travels — constantly adjusting the distance between transmission and differential.
PTFE coating is most commonly applied to the external splines of the tube shaft, though internal yoke splines or both mating surfaces can be coated depending on the application. Key functional results:
- Enables smooth plunge and extension under load
- Prevents adhesive wear at metal-on-metal spline contact
- Eliminates the metallic noise associated with uncoated spline engagement
Spline Shafts in PTO and Agricultural Drivelines
Power take-off (PTO) shafts on agricultural and industrial equipment face high torque and frequent engagement/disengagement cycles. PTFE coating on PTO splines:
- Reduces engagement force for easier coupling
- Prevents corrosion from field exposure to moisture, soil, and chemicals
- Extends service life in demanding seasonal-use environments
- Allows equipment to operate in under-lubricated conditions
Manufacturers like Weasler Engineering and Walterscheid specify polymer-coated inner tubes and splines specifically for these benefits.
Universal Joint Yoke Bores and Contact Surfaces
U-joints themselves are typically not coated, but the yoke bores and splined interfaces connecting yokes to shaft tubes are. PTFE coating prevents fretting corrosion at press-fit and slip-fit interfaces — a failure mode that accelerates in high-angle driveline installations where the yoke deflects continuously under load.
Industrial and Marine Propeller Shaft Components
Marine drive shafts and industrial power transmission shafts operate in high-humidity or fully submerged environments where grease-based lubrication is impractical or fails quickly. PTFE coating on shaft splines and coupling interfaces delivers reliable corrosion protection. PTFE's negligible water absorption (<0.01%) makes it ideal for these applications—specialized coatings like ThorShield are designed specifically for seawater-lubricated propeller shaft systems.
Fasteners and Threaded Components
PTFE coating is also applied to fasteners, locking nuts, and threaded end fittings on driveshaft assemblies to prevent galling, seizing, and corrosion. This ensures the assembly can be serviced and disassembled without fastener failure—a critical consideration for maintenance operations.
How the Teflon Coating Process Works on Drive Shaft Parts
Surface Preparation—Cleaning and Profiling
Coating adhesion depends entirely on substrate cleanliness and surface profile. The splined component must be cleaned (often via grit blasting or abrasive cleaning) to remove oils, scale, and contaminants. The surface is then profiled to provide mechanical anchorage for the coating. Engineering guidelines mandate aluminum oxide grit blasting to achieve surface roughness (Ra) of 2.5 to 4.0 micrometers.
Components must be machined to their precise final dimensions before coating, since PTFE adds measurable thickness. M.A.R.'s Engineering holds tolerances to .0001 inch through centerless grinding and CNC turning, which means coated shaft components consistently meet final dimensional specifications without additional post-coat machining.
Priming
Most industrial PTFE coating processes require a primer layer applied to the prepared metal surface before the topcoat. The primer chemically bonds to the substrate and provides the adhesion surface for the PTFE coating. Certain processes using induction heating can eliminate the priming step by reducing contamination risk.
Coating Application Methods
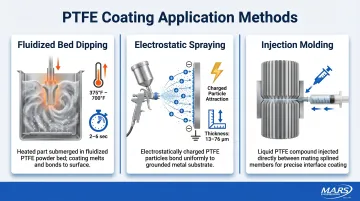
Three main methods are used for drive shaft splines:
Fluidized bed dipping: The heated part (preheated to 375°F–700°F) is immersed in a tank of powdered PTFE or nylon material for 2–6 seconds. The powder melts and coalesces onto the hot surface.
Electrostatic spraying: Coating particles are electrostatically charged and attracted to the grounded metal part, creating uniform coverage. Chemours PTFE topcoats are applied at 13–76 µm (0.5–3.0 mils) per coat.
Injection molding: Coating material is injected between assembled splined members for precise conformance to complex geometries.
Method selection depends on coating thickness requirements, part geometry, and production volume. Once the coating is applied, a forming step shapes it to match the exact spline geometry of the mating component — this is where dimensional precision determines whether the finished assembly performs or fails.
Die-Forming for Precise Spline Conformance
This critical step separates precision-engineered coated splines from simple spray-and-cure applications. Dana Corporation's patent process describes heating the coated tube shaft above the coating's melting point and pressing it into a complementary heated annular die with exact spline geometry.
The still-pliable coating conforms precisely to the die's profile, which matches the mating slip yoke splines. This eliminates backlash and ensures a controlled, zero-clearance fit. The process requires the underlying machined part to be dimensionally accurate before forming begins — any deviation in the substrate carries through directly into the finished spline fit.
Curing and Quality Inspection
After shaping, the coating is allowed to cool and harden (air cooled, then optionally water quenched) before the shaft is retracted from the die or yoke assembly. Liquid PTFE dispersions require thermal curing at 399°C–427°C (750°F–800°F) to properly cross-link the resin.
Quality inspection verifies:
- Coating thickness uniformity
- Bond strength and adhesion
- Surface finish quality
- Dimensional conformance to specifications
ISO-compliant facilities apply traceability and documented inspection processes to coated drive shaft components, ensuring every part meets specifications before shipment.
Teflon vs. Other Low-Friction Coatings for Drive Shafts
PTFE vs. Nylon (Nylon 11/12) Coatings
Nylon coatings—commonly known by the brand name "Glidecote"—are widely used on OEM driveshafts. These blue or gray-blue coatings offer good NVH reduction and are readily applied via fluidized bed processes.
Key differences:
| Feature | PTFE | Nylon 11/12 |
|---|---|---|
| Coefficient of friction | 0.05–0.10 | 0.15–0.30 |
| Chemical resistance | Excellent (nearly universal) | Good (limited by some solvents) |
| Moisture absorption | <0.01% | 1.0%–1.9% at saturation |
| Temperature limit | 260°C (500°F) | ~130°C (266°F) |
| Best applications | Marine, chemical exposure, high-heat | Automotive, commercial vehicles |

Critical tradeoff: Nylon 11's moisture absorption causes dimensional swelling that directly compromises spline tolerances in wet environments. In marine, agricultural, or high-humidity industrial applications, that tolerance drift creates fit problems PTFE avoids entirely.
PTFE vs. Glidecote (Dry-Film Lubricant Coatings)
Glidecote is a proprietary wear-resistant blue Nylon 11 dry-film lubricant applied to OEM spline shafts by manufacturers like Dana/Spicer and Neapco. Both coatings reduce friction, prevent corrosion, and eliminate NVH — but they differ in key performance areas:
- PTFE handles temperatures up to 260°C vs. Nylon 11's ~130°C ceiling
- PTFE resists nearly all chemicals; Glidecote degrades with certain solvents
- Glidecote is widely available as an OEM-spec replacement; PTFE requires specialized application
Important: These coatings should never be scraped off. They are functional engineering treatments, not cosmetic finishes or shipping material.
PTFE vs. PPF (Paint Protection Film)
PPF is a thick polymer film applied to vehicle exteriors for paint protection. It has no functional application for drive shaft splines or internal drivetrain components. PPF cannot withstand the contact pressures, friction loads, or mechanical demands of spline engagement. The comparison surfaces in consumer contexts where both carry the label "protective coating," but the two products share nothing beyond that description.
PTFE vs. MoS₂ (Molybdenum Disulfide)
When PTFE reaches its load-bearing limits, molybdenum disulfide (MoS₂) coatings are specified. MIL-PRF-46010 specifies heat-cured solid film lubricants containing MoS₂ that must endure 450 minutes at 4,450 N load. MoS₂ coatings are heavily used in aerospace and heavy machinery splines to prevent galling under extreme boundary friction conditions.
When to specify MoS₂: Extreme contact pressures, heavy-duty commercial applications, aerospace environments.
How Long Does Teflon Coating Last and When to Inspect It
Expected Service Life Under Normal Conditions
PTFE coatings on drive shaft splines are engineered for the service life of the component, not periodic replacement like fluid lubricants. Under normal operating conditions without contamination or excessive play, a properly applied coating should last the life of the shaft.
That said, service life varies by design. Dana Spicer documents that modern coated slip joints with protective boots are permanently lubricated for the life of the product, while standard commercial driveshafts require relubrication every 25,000 to 100,000 miles depending on linehaul vs. city usage. Knowing which category your application falls into determines whether inspection is routine or condition-based.
Conditions That Accelerate Coating Wear
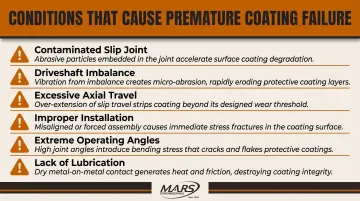
Even a correctly applied coating can degrade early when operating conditions fall outside design parameters. Factors that cause premature wear include:
- Contaminated slip joint: Failed dust boot or cap allowing grit ingress
- Driveshaft imbalance: Causing irregular axial movement and impact loads
- Excessive axial travel: Beyond design range specifications
- Improper installation: Scoring the coating during assembly
- Extreme operating angles: Excessive U-joint angles causing binding
- Lack of lubrication: For coatings designed to work with supplemental grease
Signs of Coating Failure and What to Do
When any of the above conditions are present, inspect for these failure indicators before damage progresses to the substrate:
- Visual: Complete loss of coating exposing polished or chattered metal on spline teeth
- Audible: Clunking or shuddering noise on acceleration/deceleration
- Tactile: Increased vibration through the vehicle or equipment
- Mechanical: Measurable backlash exceeding 0.012 inches on dial indicator
Once coating is worn through to bare metal, have a professional inspect the part to determine whether the shaft can be recoated or must be replaced. Recoating requires complete stripping, surface preparation, repriming, and precision reapplication, a process best performed by qualified coating applicators working with precision-machined components.
Frequently Asked Questions
How long does Teflon coating last?
PTFE coating on drive shaft components is engineered to last the service life of the part under normal operating conditions — no periodic reapplication required. Contamination from failed boots, driveshaft imbalance, or excessive play can cause premature wear, so routine inspection during scheduled maintenance intervals is worthwhile.
Is PTFE coating the same as Teflon?
Yes. Teflon is the brand name (originally DuPont, now Chemours) for PTFE (polytetrafluoroethylene). The terms are used interchangeably in industrial contexts—both refer to the same base fluoropolymer chemistry used in drive shaft coatings.
What is the blue coating on driveshaft splines?
The blue coating is typically a dry-film lubricant product like Glidecote — a bonded low-friction coating, often PTFE-based or nylon-based. It reduces friction, prevents corrosion, and eliminates NVH at the slip joint. Removing it would eliminate that protection, so it should be left intact.
Which is better, PPF or Teflon for a drive shaft?
PPF (Paint Protection Film) is designed for exterior paint surfaces and is not applicable to drive shaft components. PTFE/Teflon coating is the correct solution for drive shaft splines because it handles the contact pressures, friction, and chemical exposure of drivetrain environments that PPF cannot withstand.
Can Teflon coating be applied to an existing drive shaft?
Recoating is possible when spline geometry is still within tolerance. The process requires stripping the old coating, surface preparation, repriming, and precision reapplication — work best handled by a qualified coating applicator to maintain dimensional accuracy and adhesion.