
Introduction
Engineers and machinists working with precision steel components face a persistent challenge: how do you protect parts from corrosion and wear without altering dimensions, adding unwanted glare, or sacrificing fit and function? Black oxide finish solves this problem because it isn't a coating at all. It's a chemical conversion process that transforms the steel surface itself into a stable, protective layer.
Unlike electroplating or paint, black oxide converts the existing surface into magnetite (Fe₃O₄) — a black, magnetic form of iron oxide that stays integral to the part. That's what makes it behave differently from most other surface treatments:
- Adds virtually no dimensional buildup (just 1–2 micrometers)
- Improves oil retention for better lubricity
- Eliminates concerns about peeling or chipping
This guide walks through the chemistry behind black oxide, how the three main process types differ, where it outperforms other finishes — and where it falls short.
TLDR
- Black oxide chemically converts steel surfaces into magnetite (Fe3O4), not a coating
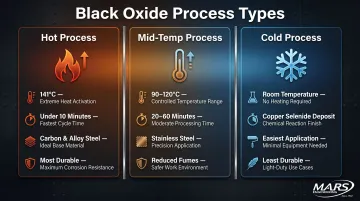
- Three process types: hot (141°C), mid-temp (93–99°C), and cold (room temp)
- Adds only 1–2 micrometers—ideal for precision parts and tight tolerances
- Requires oil or wax sealing for corrosion protection — bare black oxide rusts quickly without it
- Best for controlled environments with regular maintenance; not for high-moisture or outdoor exposure
What Is Black Oxide Finish for Steel Parts?
Black oxide is a chemical conversion process that reacts with iron in the steel surface to form magnetite (Fe3O4)—the stable, black, magnetic form of iron oxide. This is distinct from red rust (Fe2O3), which is weaker, porous, and continues to corrode. Because the surface is converted rather than coated, the black layer becomes an integral part of the metal itself.
Common Naming Confusion
The finishing industry uses several overlapping terms to describe this process:
- Black oxide (most common industrial term)
- Blackening (generic descriptor)
- Bluing or gun bluing (traditional firearms term)
- Black passivation (sometimes used interchangeably)
Black phosphate is a separate process — one that's sometimes incorrectly grouped with black oxide. Unlike black oxide, it deposits a crystalline phosphate layer rather than converting the surface to magnetite.
What the Finished Surface Looks Like
Knowing the terminology helps set expectations for the actual result. A properly applied black oxide finish produces a uniform black to dark bluish-black appearance, approximately 1–2 micrometers thick. The surface can appear glossy or matte depending on:
- The base surface condition before treatment (polished vs. machined)
- The type of post-treatment sealant applied (oil produces gloss; wax produces matte)
The Three Types of Black Oxide Processes
Black oxide isn't a single process — it's a family of three distinct methods, each suited to different materials, environments, and performance requirements. Understanding which process applies to your parts is the first step toward specifying the finish correctly.
Hot Black Oxide Process
The hot process immerses parts in an alkaline salt bath containing sodium hydroxide, nitrates, and nitrites heated to approximately 141°C (286°F). This converts the surface layer into magnetite and is the most durable and commercially common method.
Key characteristics:
- Completes in under 10 minutes
- Produces a highly consistent, durable magnetite layer
- Generates caustic fumes requiring proper ventilation
- Carries a steam explosion risk if water contacts the molten salts
- Standard method for carbon steel and low-alloy steel per MIL-DTL-13924
Mid-Temperature Black Oxide Process
The mid-temp process operates between 90°C and 120°C (194°F–248°F), below the boiling point of water, producing the same magnetite conversion with significantly fewer toxic fumes.
Key characteristics:
- Takes longer (20–60 minutes) than hot process
- Preferred method for stainless steel (typically 93°C–98°C)
- Works on 200, 300, and 400 series stainless steel
- Visually indistinguishable from hot process results
- Safer working environment with reduced fume hazards
Cold Black Oxide Process
The cold process operates at room temperature (20°C–30°C), but it is not a true chemical conversion—it deposits copper selenide on the surface rather than forming magnetite.
Tradeoffs:
- Easier to apply (useful for touch-ups and home use)
- Produces a softer, less durable finish
- Less consistent color and coverage than hot or mid-temp
- Sealant application is even more critical for corrosion protection
- Not recommended for high-wear or critical applications
Special Applications for Non-Ferrous Metals
Black oxide chemistry can be adapted for non-ferrous metals:
- Ebonol C process: Forms cupric oxide on copper surfaces at 24–29°C
- Ebonol Z process: Designed for zinc surfaces, using an alkaline permanganate bath rather than a nitrate-based solution
Each process produces a black or near-black surface, but the underlying chemistry, durability, and application requirements differ enough that process selection should be driven by base material, operating environment, and finish specification — not convenience alone.
How the Black Oxide Process Works: Step by Step
Step 1: Surface Cleaning
Thorough alkaline cleaning removes all grease, oils, dirt, rust scale, and contaminants from the surface. Cleanliness is critical—any residue will compromise adhesion and finish uniformity, resulting in blotchy or incomplete conversion.
Parts must pass a water-break test (per ASTM F22) to confirm complete cleaning before proceeding.
Step 2: Rinsing and Acid Pickling
- Rinse with water to remove all cleaning solution residues
- Pickle in acid solution to strip any remaining oxide films and rust stains (skip this step only if the surface is already clean and scale-free)
- Rinse again to clear all acid residues before the part enters the black oxide bath
Step 3: Black Oxide Bath Immersion
Parts are immersed in the oxidizing chemical bath. Temperature and chemistry depend on the process type (hot, mid-temp, or cold). Immersion duration controls the depth and darkness of the black finish—darker shades require progressively longer dwell times, typically 5 to 60 minutes depending on the process class.
Step 4: Final Rinse
Parts are removed and thoroughly rinsed in distilled water to halt the conversion reaction and remove all residual chemicals from the part surface. This prevents continued surface reactions that could compromise the finish.
Step 5: Sealing (The Most Critical Step)
Sealing is where most black oxide failures originate. The magnetite layer is microscopically porous — it doesn't block moisture on its own — so parts must be coated with a sealant (oil, wax, or lacquer) to fill that porosity and deliver actual corrosion protection.
Without sealing, black oxide parts can rust nearly as fast as bare steel. Sealant choice also determines final appearance:
- Oil sealant: Produces a glossy black finish
- Clear wax sealant: Produces a matte black finish

Key Benefits of Black Oxide Finish for Steel Parts
Dimensional Stability: No Measurable Thickness Added
At only 1–2 micrometers of thickness (approximately 0.00004–0.00008 inches), black oxide adds virtually no measurable dimensional change. This makes it one of the only finishes suitable for tightly toleranced precision parts such as:
- Threaded fasteners (bolts, screws, nuts)
- Gears and shafts
- Screw machine components
- Surgical instruments
- Precision pins and bushings
Compare that to electroplating (5–25 micrometers) or powder coating (50–100 micrometers), and the difference becomes obvious for tight-tolerance work. At ±0.0001 inch tolerances, even a fraction of a micrometer of coating buildup can compromise mating surfaces or threaded assemblies — black oxide sidesteps that problem entirely.
Low Reflectivity and Professional Aesthetics
The matte or satin black finish reduces light glare and reflection, which is critical in:
- Surgical environments: Reduces glare in the operating field, improving surgeon precision
- Optical and sensor applications: Minimizes stray light reflection in photonics assemblies
- Tactical and military components: Eliminates reflective surfaces on firearms and hardware
- Consumer and industrial hardware: Provides a clean, uniform aesthetic valued by end users
Lubricity and Anti-Galling Properties
The porous black oxide surface retains oil effectively, lowering the friction coefficient between mating surfaces and reducing adhesive wear (galling) during the break-in of sliding or threaded parts. Gears, fasteners, impact sockets, and cutting tooling all benefit from this property — which is why black oxide is a go-to finish across those applications.
No Hydrogen Embrittlement Risk
Unlike electroplating processes, the alkaline black oxide bath does not introduce hydrogen into the metal, eliminating the risk of hydrogen embrittlement. For high-strength steel parts in aerospace, military, and structural applications, that distinction matters.
One caveat: if acidic pickling is used during pre-treatment, hydrogen can still be introduced. High-strength steels rated ≥39 HRC require post-treatment baking per SAE AMS2759/9 to address this.
Cost-Effectiveness for High-Volume Production
Black oxide is considerably less expensive than electroplating and comparable to or cheaper than paint. For high-volume production runs where budget and lead time both matter, that cost gap adds up fast. Parts processed in barrels or baskets move through finishing together, driving per-part costs down without sacrificing consistency.
Limitations of Black Oxide: When It's Not the Right Choice
Corrosion Protection Is Minimal Without Regular Maintenance
Black oxide alone provides negligible corrosion resistance—it depends entirely on its sealant (oil or wax) for protection, which must be reapplied regularly.
According to MIL-DTL-13924, "only very limited corrosion protection, under mildly corrosive conditions, is obtained as a result of black oxide coating" without a supplementary preservative. Even with proper sealing, parts typically withstand only 96–100 hours in salt spray testing (ASTM B117).
When to avoid black oxide:
- Parts used outdoors or in wet environments
- Components stored for long periods without re-oiling
- Applications where maintenance is infrequent or impossible
Better alternatives for corrosion protection:
- Black zinc plating adds a sacrificial corrosion barrier — 24–36 hours salt spray bare, up to 500 hours with chromate and sealer
- Powder coating delivers thick, durable protection at 50–100 micrometers, ideal for outdoor or high-humidity exposure
- Anodizing suits aluminum parts where corrosion resistance must hold up without supplemental oiling

Lower Durability Compared to Plating
While black oxide does not chip or peel like paint (because it is integral to the metal), it is softer than many other finishes and can wear in high-abrasion environments or under repetitive mechanical stress, exposing bare steel.
The oil sealant also discolors over time — turning brownish in a way that mimics rust — which creates maintenance concerns even when the underlying steel remains protected.
Not Suitable for All Environments or Applications
Avoid black oxide for:
- Exterior structural fasteners exposed to rain, salt, or humidity
- Engine components exposed to high heat and corrosive fluids
- Parts operating in heavily corrosive chemical environments
- High-wear applications where the thin magnetite layer will erode quickly
Where Black Oxide Is Used: Industry Applications
Precision Machined Parts and Tooling
Black oxide is the go-to finish for hand tools, fixtures, cutting tools, gears, and screw machine parts because they operate in controlled environments, are regularly oiled, and require tight tolerances.
Typical applications:
- Impact sockets and wrenches
- Machine tool components
- Precision shafts and pins
- Threaded inserts and standoffs
- Custom mechanical assemblies
M.A.R.'s Engineering applies black oxide in-house as part of a single-source manufacturing workflow, allowing customers in automotive, aerospace, medical, and electronics industries to receive finished precision parts without coordinating a separate vendor. Typical turnaround runs 1–3 days.
Fasteners, Firearms, and Military Components
Common applications:
- Threaded fasteners: Bolts, screws, and nuts where dimensional stability and lubricity are critical
- Firearm components: Barrels, receivers, and bolts where a non-reflective finish and precision fit are required
- Mil-spec hardware: MIL-DTL-13924 governs black oxide finishing for munition cases, gun barrels, and military hardware
Medical and Optical Instruments
Surgical tools such as scissors, forceps, and retractors are frequently black oxide finished to reduce light glare in the operating field, improving surgeon precision. The finish is commonly applied to 410 and 420A martensitic stainless steels using the mid-temperature process.
Optical applications:
- UV/IR sensors
- Optical mounts and housings
- Radiation-sensitive equipment where light reflection interferes with measurement accuracy
Frequently Asked Questions
What is the black oxide finish on steel?
Black oxide is a chemical conversion coating that reacts with iron in the steel surface to form magnetite (Fe3O4), a stable black compound. Rather than adding a separate layer on top of the metal, it converts the existing surface into a protective oxide layer.
Can steel be black oxide coated?
Yes. Carbon steel and alloy steel are the most common and ideal substrates for black oxide, as the process was specifically developed for ferrous (iron-containing) metals. Low-alloy steels and cast iron also respond well to the hot black oxide process.
Can black oxide be applied to stainless steel?
Yes, using the mid-temperature process (typically 93°C–98°C), which works on 200, 300, and 400 series stainless steel, as well as 17-4 PH alloys. It is commonly used on surgical instruments to reduce glare under bright operating room lights.
Is black oxide steel corrosion resistant?
Black oxide alone offers minimal corrosion resistance. The protection comes from the oil or wax sealant applied afterward, which must be maintained regularly—especially in humid or outdoor conditions. Without re-oiling, black oxide parts will rust nearly as fast as bare steel.
Does black oxide coating wear off?
Properly applied hot or mid-temp black oxide does not chip or peel since it is integral to the metal surface. However, it can gradually wear in high-abrasion applications, and it loses protection once the sealant evaporates if not re-oiled periodically.
How much thickness does black oxide add?
Black oxide adds approximately 1–2 micrometers (about 0.00004–0.00008 inches) of thickness—negligible in practice. This is why it is preferred for tightly toleranced precision components where even a few micrometers of coating buildup could interfere with fit or function.