Introduction
Titanium has earned its reputation as the "space-age metal" for good reason. NASA, aerospace manufacturers, and medical device companies rely on it for mission-critical applications where failure isn't an option. But here's the reality every engineer and procurement specialist needs to understand: titanium isn't just a material you select on a spec sheet—it's a discipline that punishes shortcuts in tooling, heat management, and process planning.
While any capable CNC machine can technically cut titanium, doing it consistently and to specification requires navigating a narrow, finessed process window. Get one variable wrong—tool edge temperature, overhang, coolant pressure—and you'll watch expensive titanium bar stock turn into scrap while carbide tools disintegrate in real time.
This guide covers everything from grade selection and machining challenges to proven tooling strategies and surface finishing requirements. Whether you're evaluating titanium for the first time or troubleshooting an existing process, use this as your technical reference before committing budget and timeline.
TLDR:
- Titanium is 43.5% lighter than steel with only marginal strength reduction, but costs approximately 7x more per kilogram
- Poor thermal conductivity (1/7th that of steel) concentrates heat at the tool edge, demanding high-pressure coolant ≥70 bar
- Ti-6Al-4V (Grade 5) accounts for 50% of global titanium use but carries poor machinability ratings
- TiAlN-coated carbide tools extend tool life by 44% and cut surface roughness by 31%
- 4-axis milling, rigid workholding, and climb milling are essential to control chatter and work-hardening
Key Properties That Make Titanium a Preferred Material
Exceptional Strength-to-Weight Ratio
Titanium delivers a compelling engineering trade-off: it's approximately 43.5% lighter than high-strength steel per equal volume, while maintaining yield strength within 5% of normalized AISI 4340 steel. Ti-6Al-4V (Grade 5) has a density of 4.43 g/cc compared to steel's 7.85 g/cc, with a yield strength of 880 MPa versus steel's 862 MPa.
This specific strength advantage translates directly to performance gains in applications where weight savings matter:
- Aerospace structures reduce fuel consumption and increase payload capacity
- Medical implants minimize patient burden while maintaining structural integrity
- Marine vessels improve fuel efficiency and reduce corrosion maintenance costs
When every kilogram removed from an aircraft or implant directly improves efficiency or patient outcomes, engineers consistently specify titanium despite its cost.
Corrosion Resistance and Biocompatibility
Titanium's corrosion resistance stems from a titanium dioxide (TiO₂) passive film that forms spontaneously on contact with oxygen or moisture — and self-heals almost instantly if scratched or damaged.
Why this matters in practice:
- The TiO₂ layer remains thermodynamically stable across physiological pH ranges, preventing ion release that could trigger immune responses
- Seawater and chemical processing environments that rapidly degrade stainless steel have minimal effect on titanium
- Osseointegration occurs naturally with titanium implants, allowing bone to grow directly onto the implant surface without rejection
These properties also make titanium one of the few metals that clears biocompatibility requirements for long-term implantation — a threshold stainless steel cannot reliably meet.
Cost Premium and Engineering Trade-Offs
Based on current supplier pricing for 1/4" round bar stock, titanium costs approximately 7.1x more per kilogram than 316 stainless steel (roughly $415.67/kg versus $58.36/kg). That premium reflects real material properties, and for the right application, it's fully justified by performance.
When titanium's premium is justified:
- Long service life in corrosive environments eliminates replacement costs
- Weight savings deliver measurable performance gains or fuel efficiency improvements
- Biocompatibility is non-negotiable (medical implants, surgical instruments)
- High strength-to-weight ratio enables designs impossible with heavier metals
The upfront material cost should be evaluated against total lifecycle performance. A titanium valve spring that survives 100,000 cycles in a high-temperature engine, or an implant that lasts 20+ years without degradation, often delivers lower total cost of ownership than lower-cost alternatives requiring frequent replacement.
Titanium Grades for CNC Machining: Choosing the Right Alloy
Grade Framework: Pure Titanium vs. Alloys
Titanium grades fall into two categories: commercially pure (CP) titanium (Grades 1-4, >99% Ti) and titanium alloys (Grade 5 and higher). The key rule: machinability generally decreases as strength and alloying elements increase, so grade selection is simultaneously a performance decision and a process decision.
Commercially pure grades machine more easily but offer lower strength. Alloyed grades deliver superior mechanical properties but demand more aggressive process control.
Grade 1 and Grade 2: The Most Machinable Pure Grades
Grade 1 has the lowest oxygen content of any commercial titanium grade, delivering excellent corrosion resistance and the highest impact toughness in the pure titanium family. It's the easiest titanium to form, weld, and machine. Common applications include:
- Chemical processing equipment where corrosion resistance is critical
- Heat exchangers in aggressive environments
- Applications requiring deep drawing or complex forming operations
Grade 2 is the workhorse pure grade, accounting for the majority of commercially pure titanium applications. It offers stronger corrosion resistance than Grade 1 with improved tensile strength, while maintaining good ductility, weldability, and formability. Machinability ratings for Grade 2 range from 40-43% compared to free-cutting steel's 100% baseline.
Common applications:
- Aerospace airframe components
- Medical device housings and instrumentation
- Marine hardware and desalination systems
- Architectural components requiring corrosion resistance
Grade 4: The Strongest Pure Grade
Grade 4 is the highest-strength commercially pure titanium, but this strength comes with significant machining challenges. It requires:
- High feed rates to prevent work hardening
- Slow surface speeds to manage heat buildup
- Aggressive coolant flow to prevent tool adhesion
Despite these difficulties, Grade 4 is specified for applications demanding maximum strength from pure titanium:
- Cryogenic vessels operating at extremely low temperatures
- Hydraulic system components in aerospace applications
- Surgical hardware requiring both biocompatibility and strength
Grade 5 (Ti-6Al-4V): The Dominant Alloy
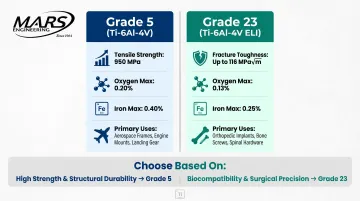
Ti-6Al-4V (Grade 5) accounts for approximately 50-52% of total global titanium consumption — by far the most widely used titanium alloy. It balances strength, formability, and corrosion resistance, with tensile strength reaching 950 MPa and yield strength of 880 MPa.
Grade 5 carries poor machinability ratings — only 20-25% of free-cutting steel's baseline — due to severe heat sensitivity and chip adhesion tendency. Cutting temperatures frequently exceed 550-600°C, causing rapid tool wear and built-up edge formation.
Why it's still the go-to alloy:
- Aerospace structures, turbine blades, and engine components
- Aircraft landing gear and critical fasteners
- Power generation equipment operating at elevated temperatures
- Medical devices requiring high strength-to-weight ratios
Grade 23 (Ti-6Al-4V ELI): Biomedical Precision
Grade 23 — the Extra Low Interstitial (ELI) variant of Ti-6Al-4V — falls under ASTM F136, which sets stricter chemical limits than standard Grade 5:
- Oxygen: Maximum 0.13% (versus 0.20% in Grade 5)
- Iron: Maximum 0.25% (versus 0.40% in Grade 5)
- Carbon: Maximum 0.08%
Reducing interstitial elements provides superior fracture toughness (up to 116 MPa√m) and biocompatibility, but at slightly lower tensile strength than standard Grade 5.
When to choose Grade 23 over Grade 5:
- Grade 5: Structural parts requiring maximum strength (aerospace frames, engine mounts)
- Grade 23: Biomedical applications where tissue interaction matters (orthopedic implants, bone screws, surgical staples, spinal hardware)
For cyclic-load implants, Grade 23's damage tolerance isn't optional — fatigue failure in spinal or orthopedic hardware has direct patient safety consequences.
Why Titanium Is Difficult to CNC Machine
The Thermal Conductivity Problem
Titanium's primary machining challenge is thermal: Ti-6Al-4V conducts heat at approximately 1/7th the rate of carbon steel (6.7 W/m·K versus 51.9 W/m·K). Heat generated at the cutting edge cannot escape into the workpiece or chip fast enough. Instead, it concentrates near the tool, creating a localized thermal spike.
Up to 80% of cutting heat transfers into the tool rather than the chip. Cutting temperatures routinely exceed 550–600°C during standard operations, temperature ranges few other metals generate during conventional machining. This concentrated heat accelerates carbide tool wear rapidly and raises the risk of built-up edge formation.
Work Hardening: The Progressive Failure Pattern
After each cutting pass, the near-surface layer of titanium can increase in hardness by up to 57% compared to bulk material at certain cutting speeds. This work-hardening effect creates a progressive failure pattern that compounds with every tool contact.
How it fails in practice:
- Roughing pass runs stable with acceptable tool wear
- Surface layer hardens during the first operation
- Finishing pass encounters much tougher material than expected
- Cutting forces increase suddenly, tool chipping occurs at corners and thin walls
- Surface finish degrades rapidly as tool geometry fails

Every subsequent pass hardens the surface further, creating an ever-tougher skin that following operations must penetrate.
Chip Adhesion and Built-Up Edge (BUE)
Titanium's chemical reactivity at elevated temperatures causes chips to weld directly to cutting tool edges. This creates built-up edge (BUE), a mass of titanium particles that adheres to the tool face and alters effective tool geometry mid-cut.
Once BUE forms, the failure cascade is rapid:
- Altered rake angle and clearance increase cutting forces immediately
- BUE breakoff pulls microscopic carbide fragments from the tool face (attrition wear)
- Tool edge degrades through spalling and micro-chipping
- Smeared material deposits on the workpiece, degrading surface finish suddenly
- Surface roughness (Ra) drifts beyond acceptable thresholds without warning
The only reliable prevention is maintaining cutting parameters within the narrow process window where temperatures stay below the adhesion threshold.
Vibration, Chatter, and Workholding
Unlike aluminum, titanium's low modulus of elasticity (114 GPa) makes it flexible under cutting forces. This flexibility creates chatter that grows quickly once it starts. Small initial vibrations create varying chip thickness, which generates fluctuating cutting forces. Those forces amplify vibrations further, and the cycle escalates.
Critical process controls to prevent chatter:
- Rigid workholding: Minimize part deflection with maximum clamping force distribution
- Minimal tool overhang: Keep tooling as short and rigid as possible
- Consistent feeds and speeds: Never allow the tool to dwell or rub; keep it cutting continuously
- Climb milling: Down milling (chip thick-to-thin) reduces rubbing and heat buildup compared to conventional up milling
Once chatter begins in titanium, it rarely stabilizes on its own. A rigid setup and dialed-in parameters from the start are the only effective approach.
Machining Parameters, Tooling, and Coolant Strategy
Cutting Speed and Feed Rate Guidance
Surface speed (Vc) must be strictly controlled within narrow boundaries to manage heat generation in titanium:
| Machining Type | Application | Recommended Vc (m/min) |
|---|---|---|
| Hard/Heavy | Heavy-duty roughing, unfavorable conditions | 25-60 m/min |
| Medium | Medium-duty roughing, semi-finishing | 40-80 m/min |
| Light | Finish milling, light-duty cutting | 70-120 m/min |
RPM is not a fixed target — it must be calculated from cutting speed and tool diameter using the formula:
RPM = (1000 × Vc) ÷ (π × D)
Where:
- Vc = cutting speed in m/min
- D = tool diameter in mm
A 10mm end mill and a 100mm face mill running at the same RPM produce completely different cutting conditions. Always calculate RPM from your target surface speed and actual tool diameter.
Tooling Selection: Coated Carbide as Baseline
Uncoated tools fail too quickly to be economically viable for titanium — coated carbide is the starting point for any serious operation. Physical Vapor Deposition (PVD) coatings resist the high-temperature cutting conditions and reduce chip adhesion.
Performance data for TiAlN-coated carbide:
- Tool life extension: Approximately 44% longer than uncoated carbide at 16m cutting distance
- Surface finish improvement: Reduces surface roughness (Ra) by up to 31% compared to uncoated tools
Coating alone isn't enough — geometry drives results just as much:

- Positive rake angle of 15-20° (some sources cite 13-18°) significantly reduces cutting forces
- Lower cutting forces generate less heat at the interface
- Reduced force means less chatter tendency and cleaner shear
For shops with Wire EDM capability: Custom tooling becomes a strategic advantage. Facilities like M.A.R.'s Engineering can produce purpose-built cutting tools and fixtures in-house with minimal lead time and at significantly lower cost than outsourcing. When titanium's narrow process window demands specialized tool geometry, in-house EDM cuts vendor delays and keeps the process on schedule.
High-Pressure Coolant: The Critical Difference
Standard flood coolant is ineffective at the 600°C temperatures reached during titanium machining. At these temperatures, film boiling occurs — coolant vaporizes instantly, creating a steam barrier that insulates the cutting zone rather than cooling it.
High-Pressure Coolant (HPC) solves this by penetrating the vapor barrier:
- Requires ≥70 bar of pressure (some applications run 80-300 bar)
- Reduces average cutting temperatures by 11-21% compared to flood cooling
- Extends tool life up to 300% by quenching molten chips and breaking them into manageable pieces
Nozzle aim matters as much as pressure: Coolant must reach the actual tool-chip interface where heat concentrates, not just spray the general cutting area. Poorly aimed high-pressure coolant wastes flow and delivers minimal benefit.
Extreme-pressure (EP) cutting fluids help reduce adhesion and friction at the interface, further reducing BUE formation and tool wear.
Chip Control and Climb Milling
Coolant strategy and chip control work together — one without the other still leaves performance on the table. Climb milling (down milling) is strongly recommended for titanium. The chip starts thick and thins as the tooth exits, which:
- Transfers more heat into the chip rather than the workpiece
- Produces cleaner shear with reduced rubbing
- Keeps chips from re-entering the cut zone

Re-cutting hot titanium chips is a major root cause of:
- Unexplained surface finish degradation
- Sudden tool chipping and edge failure
- Accelerated work hardening
Operator checklist for chip control:
- Verify chips evacuate the cut zone completely
- Avoid toolpaths that sweep chips back onto finishing passes
- Direct coolant pressure to push chips out of cavities and pockets
- Monitor for chip re-cutting, especially in pocketing operations
CNC Machining Processes and Design Considerations for Titanium
Primary CNC Process Types
Milling (including 4-axis): Manages complex geometries with fewer setups, critical for aerospace brackets and medical device housings. 4-axis capability allows rotational positioning to machine multiple features in a single setup, maintaining alignment between critical surfaces and reducing tolerance stack-up.
Turning and lathing: Ideal for cylindrical titanium parts like shafts, pins, and bushings. Require careful vibration control through rigid workholding and minimal tool overhang to achieve smooth finishes without chatter.
Drilling and boring: Drilling creates precise holes in titanium components, while boring enlarges and finishes holes to tight tolerances. Both demand peck drilling cycles, chip evacuation pauses, and through-tool coolant delivery when possible.
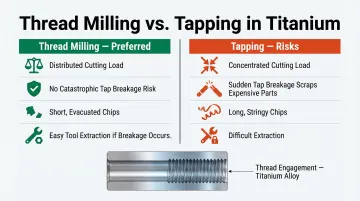
Thread milling vs. tapping: Thread milling is generally preferred over tapping in titanium because it:
- Distributes cutting load across longer engagement length
- Reduces risk of sudden tap breakage that can scrap expensive parts
- Produces short, easily evacuated chips versus problematic stringy chips from tapping
- Allows easy tool extraction if breakage does occur
Design for Manufacturability (DFM) Principles
Because titanium is expensive and difficult to machine, design choices have an outsized impact on cost and quality. Key DFM guidelines specific to titanium:
Wall-to-height ratio limits:
- Wall height should not exceed wall thickness by more than 8:1 to prevent chatter
- Thin walls (under 1.5mm) require especially rigid workholding and light finishing passes
Maximum cavity depth:
- Cavity depths should be restricted to maximum 4x their width
- Deeper pockets create chip evacuation problems and require longer, less rigid tooling
Internal radii:
- Avoid sharp internal corners—minimum corner radius of 1.5mm recommended
- Larger radii allow use of larger-diameter, more rigid tooling
Uniform wall thickness:
- Maintain consistent wall thickness throughout the part when possible
- Adjacent features with dramatically different thicknesses create uneven heat distribution and distortion risk
Stress relief strategy:
- For precision titanium parts, plan layered material removal followed by stress relief pauses before finishing critical features
- This prevents distortion in high-precision components where internal stresses redistribute during machining
Integrated Process Control for Titanium
Those DFM guidelines only hold up in practice when process parameters stay consistent from first article through production — which is where manufacturing integration matters most. M.A.R.'s Engineering supports titanium projects from prototype through high-volume production using 4-axis CNC milling and in-house finishing, backed by ISO-compliant quality systems with full traceability. That single-source approach eliminates the multi-vendor delays that compound risk with a material as process-sensitive as titanium.
Benefits of single-source titanium manufacturing:
- No handoffs between prototyping and production vendors
- Consistent process parameters from first article through volume runs
- Faster iteration on design changes without re-qualifying multiple suppliers
- Complete traceability from raw material through final inspection
Applications, Surface Finishing, and Quality Standards
Primary Industries and Selection Drivers
Aerospace: Structural components, turbine blades, engine valves, landing gear, and fasteners. Weight savings translate directly to fuel efficiency and payload capacity, while high-temperature performance enables operation in extreme environments. Ti-6Al-4V dominates due to its strength-to-weight ratio.
Medical and dental: Implants, bone screws, joint replacements, and surgical instruments. Biocompatibility and corrosion resistance in physiological environments are mandatory requirements, not optional specifications. Grade 23 (Ti-6Al-4V ELI) is mandatory for implants due to superior fracture toughness and reduced risk of immune response.
Marine: Propeller shafts, desalination components, and seawater-exposed hardware. Titanium resists seawater corrosion far better than stainless steel, reducing maintenance and replacement costs across decades of service.
Automotive: Lightweighting applications including valves, piston pins, connecting rods, and high-performance brake components. Cost justification depends on performance gains and production volume, which is why titanium here stays largely within racing, luxury, and high-performance segments. Industries with 20+ year service lives — aerospace and medical chief among them — absorb titanium's material premium more readily than consumer applications with shorter lifecycles.
Post-Machining Surface Finishing
Polishing: Achieves mirror finishes and reduces surface roughness, improving fatigue life and appearance for medical instruments and visible components.
Bead blasting: Removes machining marks and creates a consistent matte surface texture, which improves adhesion for downstream coatings.
Anodizing (Type 3/Color): Produces decorative oxide films through optical interference, creating color coding for surgical instruments and bone screws. Film thickness ranges from 20-250 nanometers (0.02-0.25 μm), thin enough that parts rarely need tolerance compensation before machining.
Electropolishing: Removes microscopic surface peaks, reducing surface roughness (Ra) by 10-30% depending on starting finish. Particularly useful when machining alone cannot meet final functional surface requirements for implants or fluid-contact components.

PVD coating: Deposits wear-resistant surface layers, most often applied to cutting tools and high-wear components where base metal hardness isn't sufficient.
Powder coating: Provides durable, protective finish with color options for industrial components.
Quality and Industry Standards
Material specifications:
- ASTM B348: Covers titanium and titanium alloy bars and billets
- ASTM B265: Covers titanium and titanium alloy strip, sheet, and plate
- ASTM F136: Covers wrought Ti-6Al-4V ELI for surgical implant applications
Quality management systems:
- ISO 9001: Baseline quality management certification for manufacturing
- AS9100: Required for aerospace supply chains, builds on ISO 9001 with aerospace-specific requirements
- ISO 13485: Applies to medical device manufacturing organizations
Military specifications:
- Mil-I-45208A: Military inspection requirements for critical defense applications
For buyers sourcing titanium parts in aerospace, medical, or defense applications, these certifications matter practically — they indicate documented process control, calibrated measurement systems, and full material traceability from raw stock through final inspection. M.A.R.'s Engineering holds ISO compliance and conforms to Mil-I-45208A, providing the audit trail critical applications require.
Frequently Asked Questions
Can titanium be CNC machined?
Yes, titanium can be CNC machined, but it requires specialized tooling, conservative cutting parameters, aggressive coolant strategy, and rigid workholding. It is not a plug-and-play material and demands far more process discipline than aluminum or standard steel to machine reliably.
How difficult is it to CNC machine titanium?
Titanium is one of the most challenging metals to machine due to its low thermal conductivity (heat stays concentrated at the tool edge), tendency to work harden after each pass, and chemical reactivity that causes chip adhesion. The process window between "cuts fine" and "fails fast" is extremely narrow compared to other metals.
What RPM is needed for milling titanium?
RPM cannot be given as a fixed number—calculate it from your target cutting speed (25-120 m/min depending on operation type) and tool diameter using RPM = (1000 × Vc) ÷ (π × D). Tool diameter changes everything: a 10mm end mill and a 100mm face mill at identical RPM produce completely different cutting conditions.
Which is better for machining, Grade 4 or Grade 5 titanium?
Grade 5 (Ti-6Al-4V) is stronger overall and more widely available, making it the default choice for most structural applications. Grade 4 offers superior corrosion resistance among commercially pure grades but is harder to source and machine. Choose based on whether your application demands structural strength (Grade 5) or maximum corrosion performance (Grade 4).
How much does titanium cost per pound?
Titanium bar stock (Grade 5/23) runs approximately 7.1x more per kilogram than 316 stainless steel—roughly $415.67/kg versus $58.36/kg. That premium is often justified when you factor in titanium's durability, corrosion resistance, and weight savings over the part's full service life.