Introduction
Aerospace CNC machining—computer-controlled subtractive manufacturing—produces high-precision components for aircraft, spacecraft, and defense systems operating in some of the most demanding environments imaginable. Unlike almost any other industry, aerospace manufacturing tolerates no compromise: a dimensional deviation measured in thousandths of an inch can cascade into catastrophic failure, grounded fleets, and multimillion-dollar recalls. The investigation into Qantas Flight 32's uncontained engine failure revealed that an out-of-tolerance counterbore on an oil feed stub pipe—caused by workpiece movement during machining—led to reduced wall thickness, fatigue cracking, and catastrophic failure.
That failure underscores what this guide addresses directly. Here's what engineers and procurement teams will find inside:
- Why precision tolerances are non-negotiable in aerospace
- Key machining processes: 3-axis, 5-axis milling, turning, grinding, and EDM
- Materials from aluminum alloys to titanium and superalloys
- Quality standards including AS9100 and ISO compliance
- Challenges of machining difficult materials like Inconel and titanium
TLDR:
- Aerospace CNC machining delivers part-to-part repeatability essential for global fleets, minimizing aircraft-on-ground (AOG) downtime
- Tolerances range from ±0.005 in for structural parts to ±0.0001 in for engine components—out-of-spec parts trigger FAA enforcement and costly recalls
- 5-axis machining reduces setups by 60% and cycle times by 30%, enabling complex turbine blade geometries impossible with 3-axis equipment
- Titanium and Inconel require specialized tooling and cutting strategies to manage work hardening and thermal concentration
- AS9100 certification and in-house Wire EDM tooling simplify traceability and cut lead times for tight aerospace production schedules
Why Precision Is Non-Negotiable in Aerospace CNC Machining
Aerospace components support life-critical systems—jet engines, landing gear, structural airframes—where even minor dimensional deviations compromise safety, performance, or regulatory compliance. Tight tolerances are not preferences; they are hard requirements enforced by regulatory bodies and validated through destructive testing and flight certification.
Regulatory Consequences and Enforcement
The FAA and EASA enforce quality standards through legally binding Airworthiness Directives (ADs) issued under 14 CFR Part 39. In 2020, the FAA proposed a $5.4 million civil penalty against Boeing for failing to ensure suppliers adhered to quality systems regarding non-conforming slat tracks. Parts that fail to meet specifications trigger recalls, aircraft groundings, and supplier disqualification—outcomes that carry significant reputational and financial consequences across the supply chain.
Aircraft-on-Ground (AOG) Costs and Fleet Availability
CNC machining ensures part-to-part repeatability across production runs, which is essential for global fleets depending on interchangeable components to minimize AOG time and maintenance delays. Industry estimates place the cost of an AOG event between $10,000 and $150,000 per hour, depending on aircraft size, route, and demand. When a dimensional non-conformance prevents a part from fitting or functioning correctly, airlines face immediate consequences:
- Aircraft pulled from service, disrupting schedules and passenger loads
- Emergency procurement costs for replacement parts
- Maintenance labor held idle while sourcing resolves
- Regulatory reporting obligations if the non-conformance involves airworthy parts

The Link Between Precision and Performance
Properly toleranced components reduce friction, limit vibration, and improve fuel efficiency—each a direct consequence of dimensional control at the machining stage. FAA Advisory Circular 33-12 notes that dimensional variation in highly stressed turbine blade dovetails increases stress at contact surfaces, resulting in fracture from accelerated wear or fatigue.
Surface roughness compounds this risk. On transonic aircraft, surface finish values directly influence lift and drag coefficients, making Ra a performance variable—not just a quality checkbox.
Aerospace Components Produced with CNC Machining
A Boeing 787 contains approximately 2.3 million individual parts, and an Airbus A380 around 4 million. CNC machining handles the subset where tight tolerances, complex geometries, and high-strength materials aren't optional—they're the baseline requirement.
Structural and Airframe Components
CNC-machined structural parts include:
- Wing ribs, spars, flaps, and ailerons requiring precise tolerances for parallelism and perpendicularity
- Fuselage bulkheads and frames that maintain airframe rigidity under flight loads
- Landing gear struts and trunnions subjected to extreme impact forces during landing
Misalignment under flight loads can lead to structural failure. The NTSB investigated structural failures of Piper rudder posts, identifying fractures above the upper hinge on multiple aircraft—a direct consequence of dimensional inaccuracies that accumulated over time.
Engine and Powertrain Components
Turbine blades, engine casings, fuel nozzles, compressor blades, heat exchangers, and engine mounts are among the most demanding CNC-machined parts. They involve:
- Complex 3D geometries that require 5-axis machining capabilities
- Extreme temperature and pressure resistance, often exceeding 1,200°F
- Difficult-to-machine materials like titanium alloys (Ti-6Al-4V) and superalloys (Inconel 718) that accelerate tool wear and generate concentrated heat
Other Critical Systems
Secondary systems carry the same tolerance demands as primary structures:
- Landing gear doors and access panels requiring precise fits and smooth surfaces for proper sealing under tens of thousands of pounds of in-flight pressure
- Interior components including seat tracks, support brackets, and mounts
- Avionics enclosures with precision cutouts for electromagnetic shielding and component integration
CNC Machining Processes for Aerospace Manufacturing
Process selection depends on part geometry, material, tolerance requirements, and production volume — and each process has a defined role in aerospace manufacturing.
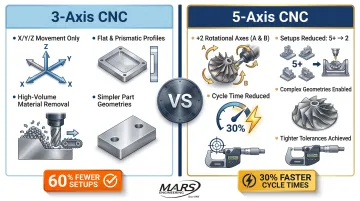
3-Axis and 5-Axis CNC Milling
3-axis CNC milling is well-suited for simpler geometries and high-volume material removal—fuel pump housings, motor housings, and structural brackets. The cutting tool moves along the X, Y, and Z axes, ideal for flat components and straightforward profiles.
5-axis CNC machining adds two rotational axes (A and B), enabling simultaneous cutting from nearly any angle. Key advantages include:
- Cuts required setups from 5+ down to 2, reducing fixturing time and operator intervention
- Reduces cycle times by ~30% — for example, from 48 minutes to 33 minutes on complex parts
- Enables turbine blades, impellers, and contoured geometries that 3-axis equipment cannot produce
- Maintains workpiece orientation throughout the cut, minimizing repositioning errors and tightening tolerances
CNC Turning
CNC turning (lathe-based) is essential for round and cylindrical aerospace parts—shafts, bushings, pins, fasteners, and threaded connectors. Automated CNC lathes produce high volumes of identical, interchangeable parts with the consistency aerospace MRO operations require.
M.A.R.'s Engineering operates CNC turning machines with thru-spindle capabilities up to 1¾" diameter and chucking operations up to 6" diameter, achieving tolerances of ±0.0005 in. In a 2,000-unit production run of a hybrid turned component, the process achieved a Cpk of 1.67 on a critical seal diameter — well above the typical OEM acceptance threshold of Cpk ≥ 1.33. Scrap rate came in at under 0.5%.
CNC Grinding and Surface Finishing
CNC grinding refines shafts, bearings, and friction-bearing components after primary machining, achieving surface finishes as fine as 4 μin and tolerances as tight as 0.0001 in without disturbing critical part dimensions.
Common aerospace surface treatments applied post-grinding include:
- Anodizing for corrosion resistance on aluminum
- Hard chrome plating for wear resistance on shafts and pins
- Passivation to enhance corrosion resistance on stainless steel
- Black oxide for corrosion protection and reduced light reflection
- Nickel plating for electrical conductivity and wear resistance

M.A.R.'s Engineering maintains in-house finishing capabilities including hard chrome, nickel plating, black oxide, anodizing, and passivation, enabling 1-3 day turnarounds with minimal expediting charges.
Wire EDM and In-House Tooling
Wire EDM (Electrical Discharge Machining) enables precision fabrication of custom tooling, jigs, and fixtures in-house, eliminating reliance on outside tool vendors and cutting lead times for complex part setups.
Wire EDM achieves:
- Tolerances as tight as ±0.005 mm, with surface finishes as smooth as Ra 0.8 µm
- Zero heat distortion or micro-cracking — a critical requirement for high-strength aerospace alloys
- Force-free material removal, making it the preferred alternative to broaching for fir-tree slots in turbine discs
Shops with in-house EDM capability—like M.A.R.'s Engineering, which operates a Mitsubishi FX 10 Wire EDM—can create specialized tooling on demand at next to no cost and lead time, a significant advantage for aerospace production schedules.
Materials Used in Aerospace CNC Machining
Aerospace material selection is driven by two non-negotiable requirements: strength-to-weight ratio and performance under extreme thermal and mechanical conditions.
Aluminum Alloys
Aluminum alloys—2024, 6061, and 7075—are the most widely used aerospace materials. They offer:
- Density of 2.70–2.78 g/cc keeps finished parts lightweight without sacrificing structural integrity
- Corrosion resistance extends service life in harsh airframe environments
- High machinability lowers cycle times and tooling costs compared to titanium
- 2024-T3 (UTS 483 MPa / 70,000 psi): aircraft fittings, gears, and structural applications
- 6061-T6 (UTS 310 MPa / 45,000 psi): fittings and couplings
- 7075-T6 (UTS 572 MPa / 83,000 psi): highly stressed structural parts
Aluminum is generally easier to machine than titanium, making it the preferred choice for structural airframe components, hydraulic systems, and thermal management.
Titanium, Superalloys, and High-Performance Polymers
Each of these three material categories fills a gap that aluminum cannot: extreme heat resistance, corrosive chemical environments, or non-conductive applications where weight still matters.
Titanium alloys (Ti-6Al-4V) are valued for their high strength-to-weight ratio and temperature resistance:
- UTS: 896–1,103 MPa
- Yield Strength: 827–1,034 MPa
- Density: 4.43 g/cc
- Applications: Engine casings, turbine and compressor blades, fasteners, structural elements
- Low thermal conductivity and work hardening make titanium significantly harder to machine—specialized tooling and conservative cutting parameters are required
Superalloys (Inconel 718) handle extreme temperatures inside jet engines:
- UTS: 1,375 MPa (199,000 psi)
- Yield Strength: 1,100 MPa (160,000 psi)
- Density: 8.19 g/cc
- Applications: Jet engine components operating at 1,200°F–1,300°F
- Rapid work hardening and high cutting temperatures cause severe tool wear, demanding aggressive coolant strategies and frequent insert changes
High-performance polymers like PEEK and ULTEM are used in weight-critical, non-conductive, or chemically aggressive environments where metals are unsuitable:
- PEEK (Victrex 450G): Melting temperature of 343°C, tensile stress (yield) of 98.0 MPa, used for electrical insulation and high chemical resistance applications
- ULTEM 1000 (PEI): Glass transition temperature of 210°C, tensile strength of 16,500 psi, inherent flame resistance (UL94 V-0), used in aircraft interiors and electronics
Quality Standards and Best Practices in Aerospace CNC Machining
Two standards define the quality framework for aerospace CNC suppliers:
- AS9100D (AS9100:2016 Rev D) — The aerospace-specific quality management standard, building on ISO 9001:2015 with dedicated clauses for product safety, counterfeit parts prevention, and human factors. Published by the International Aerospace Quality Group (IAQG) and SAE International, it governs design, production traceability, and risk management for aerospace suppliers.
- Mil-I-45208A — A legacy U.S. military inspection system standard officially canceled by the Department of Defense on October 1, 1996. Shops that historically complied with it demonstrate the documentation and process control that aerospace OEMs and defense contractors still require today.
Inspection Methods for Aerospace Part Compliance
Key inspection methods verify dimensional accuracy and internal defect detection:
- Coordinate Measuring Machines (CMMs) for dimensional accuracy, governed by the DIN EN ISO 10360 series for acceptance and reverification
- Laser scanning for complex geometries and reverse engineering
- Non-destructive testing (NDT) including ultrasonic and dye penetrant testing for internal defect detection
Parts should be designed with inspectability in mind—difficult-to-machine features are equally difficult to measure, increasing inspection costs and cycle times.
Design for Manufacturability (DFM) Best Practices
Applying DFM principles early reduces cost and rework downstream:
- Optimize tolerances for each application rather than defaulting to the tightest possible spec — unnecessary precision drives up cost without adding functional value
- Use GD&T callouts to communicate design intent clearly; ASME Y14.5-2018 is the authoritative standard for geometric dimensioning and tolerancing used in engineering drawings
- Plan tolerance stack-ups for assemblies with multiple components to ensure proper fit and function without excessive rejection rates
- Specify only the surface finish that function requires — a shaft rotating in a bearing may need 4 μin, but a non-contact bracket often functions well at 63 μin
These decisions compound. Getting tolerances and finish specs right at the design stage is far less expensive than correcting them after first-article inspection.
Single-Source Manufacturing Advantage
Working with a single-source manufacturer that handles machining, finishing, and quality inspection in one facility reduces tolerance stack-up risk, shortens lead times, and simplifies traceability.
M.A.R.'s Engineering operates this way by design. With prototyping, screw machining, CNC turning and milling, centerless grinding, finishing, and assembly all under one roof, the facility maintains full dimensional traceability at every production stage — no handoffs, no accountability gaps, no delays waiting on outside vendors. Their ISO-compliant quality systems and adherence to Mil-I-45208A inspection standards support the documentation requirements aerospace OEMs and defense contractors expect.
Key Challenges in Aerospace CNC Machining
Difficult-to-cut materials like titanium and Inconel cause rapid tool wear, work hardening, and thermal effects that can distort part dimensions. These materials require:
- Slow feeds and cutting speeds to manage heat generation
- Appropriate coolant strategies to dissipate heat from the cutting zone
- Specialized carbide tooling to withstand abrasion and thermal stress
A 2023 study on Inconel 718 demonstrated that using chilled Minimum Quantity Lubrication (MQL) at a cutting speed of 100 m/min and a feed rate of 0.15 mm/tooth extended tool life by 65.46 minutes, reduced surface roughness to 0.221 µm, and lowered cutting force to 163 N compared to dry cutting.
Part complexity versus cost presents a constant tension. While 5-axis machining solves many geometry challenges, it requires:
- Greater programming expertise and CAM system investment
- Longer setup times for fixture design and work envelope optimization
- Higher machine investment—5-axis CNC machines typically carry an hourly rate of $150 to $325, which is double or triple the $75 to $125 per hour rate of standard 3-axis machines
That said, total cost of ownership is often lower for complex parts — fewer setups mean less scrap and less rework, so the premium can pay for itself quickly.
Size and volume trade-offs affect process selection. CNC machining is cost-effective for medium-to-high production volumes and precision prototypes, but setup and programming costs for very low-volume or one-off parts can make it less competitive than additive manufacturing for some applications. Additive manufacturing enables near-net-shape production with buy-to-fly ratios approaching 1:1, compared to 20–40:1 for conventional CNC machining of complex aerospace components. GE Aviation successfully replaced 20 different machined and assembled parts with a single 3D-printed fuel nozzle tip for the LEAP engine, reducing costs by up to 35% compared to conventional casting and machining.
These pressures — material difficulty, cost complexity, and volume trade-offs — reflect a market under real strain. The global aerospace machining market was valued at $31.3 billion in 2024 and is projected to reach $43.6 billion by 2032, growing at a CAGR of 3.8% — fueled by commercial aircraft production backlogs and rising use of titanium and superalloys.

Frequently Asked Questions
What is an aerospace CNC machinist?
An aerospace CNC machinist is a skilled technician who programs, operates, and oversees computer-controlled machine tools to manufacture precision components for aircraft and spacecraft. They ensure every part meets strict dimensional, material, and safety specifications required by aerospace regulations and quality standards.
What tolerances are typically required in aerospace CNC machining?
Aerospace tolerances vary by application but commonly range from ±0.005 in for structural components to ±0.001 in or tighter for engine and bearing surfaces. High-precision grinding operations achieve tolerances as tight as 0.0001 in, essential for critical fits and rotating assemblies.
What materials are most commonly used in aerospace CNC machining?
The primary material families are aluminum alloys (7075, 6061, 2024), titanium alloys (Ti-6Al-4V), superalloys (Inconel 718), and high-performance polymers (PEEK, ULTEM). Engineers select these materials for their strength-to-weight ratio and ability to withstand the extreme thermal and mechanical demands of flight.
How does 5-axis CNC machining benefit aerospace part production?
5-axis machining allows cutting tools to approach a workpiece from virtually any angle in a single setup, enabling complex geometries like turbine blades and airfoils. Benefits include reduced repositioning errors, improved surface finish, 30% shorter cycle times, and the ability to produce features impossible with 3-axis equipment alone.
What certifications should an aerospace CNC machining shop have?
Look for AS9100 certification as the aerospace quality management benchmark, with ISO 9001 compliance as a baseline. Shops serving defense and government contracts should also comply with Mil-I-45208A, which governs documented inspection and traceability practices — a standard M.A.R.'s Engineering actively maintains.
What are the biggest challenges in machining aerospace-grade materials like titanium?
Titanium work-hardens quickly and has low thermal conductivity, causing heat to concentrate at the cutting edge rather than dissipating through the chip. These properties demand slower cutting speeds, specialized carbide tooling, and aggressive coolant strategies to hold accurate dimensions and protect tool life.