Introduction
As product designs grow more complex and tolerances tighten, traditional 3-axis machining often can't deliver the geometry, accuracy, or speed that modern custom components demand. Parts with deep undercuts, compound curves, and multi-face features typically require either expensive multi-component assemblies or access to advanced multi-axis capabilities.
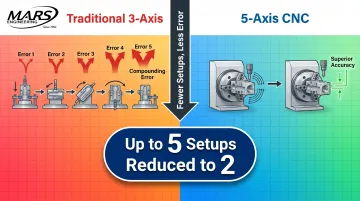
The problem compounds with every manual repositioning. Each conventional setup introduces cumulative alignment error—tolerance stack-up that can push mission-critical parts out of spec before they leave the shop floor.
Multi-axis CNC machining solves these challenges by moving cutting tools or workpieces along more than three axes simultaneously—producing complex geometries in fewer setups with tighter precision. This guide covers machine types (3-axis through 5-axis and beyond), real-world benefits, compatible materials, industry applications, and what to look for in a machining partner.
M.A.R.'s Engineering has manufactured precision custom components since 1964, operating 4-axis CNC milling alongside in-house Wire EDM tooling from its San Leandro, CA facility. That production background shapes the practical context throughout this guide.
TLDR
- Multi-axis CNC machines move cutting tools or workpieces across more than three axes, enabling complex geometries in fewer setups
- More axes means tighter tolerances, better finishes, and lower per-part costs at medium-to-high volumes
- Key configurations: 3-axis (flat surfaces), 4-axis (multi-sided parts), 5-axis (freeform contours), and 6+ axis for extreme complexity
- Aerospace, medical, automotive, and electronics all depend on multi-axis machining for mission-critical components
- The right partner offers the axis range, certifications (ISO, Mil-spec), material depth, and single-source capacity your project needs
What Is Multi-Axis CNC Machining?
Multi-axis CNC machining is a subtractive manufacturing process where computer-controlled cutting tools (or the workpiece itself) move along more than three axes simultaneously. The additional axes introduce rotational movement beyond the standard X, Y, and Z linear axes, unlocking access to multiple faces and angles of a workpiece without manual repositioning.
Foundational Axis Structure:
- X-axis: Left-right movement
- Y-axis: Front-back movement
- Z-axis: Up-down movement
- A-axis: Rotation parallel to X
- B-axis: Rotation parallel to Y
- C-axis: Rotation parallel to Z
These rotational axes (A, B, C) allow the machine to orient the cutting tool or workpiece dynamically in 3D space. That means accessing faces and features that would otherwise require unclamping, rotating, and re-clamping the part — each repositioning step a new opportunity for alignment error.
Indexed vs. Simultaneous Multi-Axis Machining
Not all multi-axis machines operate the same way. Understanding the difference between indexed (3+2) and simultaneous (continuous) multi-axis machining determines which approach fits a given part's geometry and tolerance requirements:
| Capability | Indexed (3+2 / Positional) | Simultaneous (Continuous) |
|---|---|---|
| Axis Motion | Rotary axes position the part to a fixed angle and lock. Linear axes (X, Y, Z) perform the cut. | All 5 axes move continuously and dynamically during the cut. |
| Primary Use Case | Multi-sided enclosures, deep cavities, holes at compound angles. | Complex freeform geometries, continuous surface blending. |
| Part Examples | Brackets, housings, manifolds. | Turbine blades, impellers, orthopedic implants. |
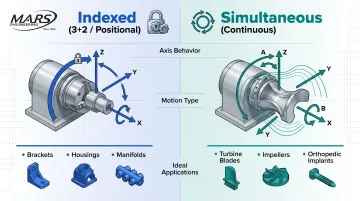
Simultaneous 5-axis machining excels on complex contoured parts by keeping the tool's cutting edge perpendicular to the workpiece surface throughout the cut. This reduces deflection and improves surface finish — while also enabling the machining of arbitrary and ruled surfaces that indexed setups simply cannot reach.
Why This Matters for Custom Components
Every repositioning step in traditional 3-axis machining introduces alignment error. According to NIST, chucking and fixturing are primary sources of workpiece and tooling errors, leading to cumulative tolerance stack-up. Multi-axis capability eliminates repositioning, improving dimensional consistency and tolerance repeatability—essential for zero-defect industries like aerospace, medical, and defense.
Types of Multi-Axis CNC Machines: From 3-Axis to 5-Axis and Beyond
Matching axis count to part complexity is essential — higher axis counts bring greater programming complexity and setup costs. The right choice depends on your part geometry, tolerance requirements, and production volume.
3-Axis CNC Machining
Configuration: X, Y, Z linear movement only
- Flat surfaces and simple pockets
- Plates, brackets, and enclosures
- Slots and holes accessible from a single face
3-axis represents the baseline configuration, ideal when all machining can be performed from one face without rotation. Cost-effective and straightforward, but limited to parts without multi-sided or angular features.
4-Axis CNC Machining
Configuration: X, Y, Z + one rotational axis (typically A-axis, rotating around X)
- Cylindrical or prismatic workpieces requiring features on multiple sides
- Camshafts, engraved cylinders, splines
- Components needing operations on multiple faces in one setup
4-axis machines allow machining on multiple sides of a part without manual repositioning. M.A.R.'s Engineering operates 4-axis CNC milling with part and table indexers, enabling 360-degree rotational positioning for multi-faceted components. For medium-to-large production runs, fewer setups translate directly into lower per-part cost.
5-Axis CNC Machining
Configuration: X, Y, Z + two rotational axes (typically A and B, or A and C)
- Parts with curved surfaces and deep undercuts
- Complex contours and tight-tolerance features
- Turbine blades, orthopedic implants, impellers
5-axis machines enable the cutting tool to approach the workpiece from virtually any angle. DMG MORI reports that transitioning from 3-axis to 5-axis machining can reduce setups from more than 5 down to just 2, minimizing handling time and cumulative alignment errors. For aerospace and medical components where tolerance stack-up across multiple setups is unacceptable, that reduction makes a measurable difference in final part accuracy.
6-Axis and Beyond
Configuration: Combining milling and turning in one machine (6-axis, 7-axis, 9-axis Swiss-style)
- Extremely complex or long, slender parts (bone screws, micro-catheter components)
- Parts requiring multiple operation types — milling, turning, drilling — completed in a single cycle
- High-precision components where re-chucking introduces unacceptable dimensional variation
This tier is typically reserved for parts where setup count, secondary operations, or geometric complexity make lower-axis machines impractical. Swiss-style multi-axis machines, for example, excel at long, slender parts that would deflect under conventional turning setups.