Introduction
Demanding industries have converged on CNC custom milled aluminum as their material-process standard because it delivers tighter tolerances, significant weight reduction, and lower per-part costs without sacrificing quality. When aerospace structural components require ±0.001" dimensional accuracy, when medical device housings must meet biocompatibility standards, and when automotive manufacturers need to shave grams without compromising strength, aluminum milled on computer-controlled equipment delivers.
This guide moves past surface-level material specifications to explain practical, operational advantages that show up in real production outcomes. You'll see how machinability ratings translate into cycle time savings, how specific strength comparisons affect fuel efficiency, and why vertically integrated shops eliminate the multi-vendor delays that erode project timelines.
Whether you're scaling from prototype to high-volume production or evaluating material alternatives for weight-critical applications, these insights apply directly to your cost, quality, and delivery targets.
TLDR
- CNC milled aluminum delivers faster cycle times, lower per-part costs, and tighter tolerances than most alternative materials or processes
- Aluminum mills at speeds 3-4× faster than steel, directly reducing cycle times and per-part costs
- High strength-to-weight ratio, corrosion resistance, and finish versatility make it a go-to across aerospace, medical, automotive, and electronics
- Alloy selection (6061 vs. 7075) directly affects part performance, cost, and machinability
- A vertically integrated CNC shop eliminates vendor handoffs and maintains quality consistency from prototype through full production runs
What Is CNC Custom Milled Aluminum?
CNC milling is a subtractive manufacturing process where rotating multi-point cutting tools remove material from an aluminum workpiece according to a computer-controlled program, enabling precise, repeatable part geometry. Unlike CNC turning—where the workpiece rotates against a stationary tool—milling allows the cutting tool to move along multiple axes, creating complex features like slots, pockets, and contoured surfaces in a single setup.
"Custom" in this context means parts designed and milled to specification—custom geometry, tolerances, and finishes, not off-the-shelf stock shapes. Modern CNC milling centers operate in 3- to 5-axis configurations, with 4-axis setups extending capability to rotational features and complex part profiles. This multi-axis flexibility enables aerospace fittings, medical device housings, and semiconductor equipment components to be machined with minimal handling, maintaining alignment between critical surfaces.
Aluminum Alloy Selection: 6061, 7075, 5052, and 2024
Alloy choice affects machinability, strength, corrosion resistance, and cost—not just as technical details, but as operational outcomes that show up in production speed, tool life, and part performance.
| Aluminum Alloy | Ultimate Tensile Strength | Yield Strength | Machinability Rating | Key Characteristics |
|---|---|---|---|---|
| 6061-T6 | 310 MPa (45,000 psi) | 276 MPa (40,000 psi) | 270% | Excellent machinability, versatile, good corrosion resistance |
| 7075-T6 | 572 MPa (83,000 psi) | 503 MPa (73,000 psi) | 170% | Very high strength for stressed structural aerospace parts |
| 2024-T4 | 469 MPa (68,000 psi) | 324 MPa (47,000 psi) | — | High strength, adequate workability, aircraft fittings |
| 5052-H32 | 228 MPa (33,000 psi) | 193 MPa (28,000 psi) | — | Excellent corrosion resistance, lower strength, highly formable |

6061-T6 is the industry standard for general precision milling, backed by a 270% machinability rating compared to free-cutting steel and well-rounded corrosion resistance. 7075-T6 trades some machinability for nearly double the tensile strength—the preferred alloy for high-stress structural applications in aerospace. 5052 handles marine and chemical exposure well where strength requirements are lower, while 2024-T4 delivers high strength and workability for aircraft fittings where neither 6061 nor 7075 fits cleanly.
Alloy composition extends beyond selection criteria—it directly shapes tooling decisions. Alloys with silicon content below 7–8% machine effectively with fine-grained, uncoated carbide grades. Above 12% silicon, the material becomes highly abrasive, requiring Polycrystalline Diamond (PCD) tooling to maintain tool life and surface finish.
Key Advantages of CNC Custom Milled Aluminum
The advantages below focus on measurable, operational outcomes—cost, speed, quality, and reliability—not abstract material properties.
Advantage 1: Superior Machinability Drives Faster Cycle Times and Lower Per-Part Costs
Aluminum requires significantly less cutting force than steel, allowing CNC milling machines to operate at higher speeds with less tool wear. When benchmarked against the industry baseline (12L14 free-cutting steel at 100%), 6061 aluminum achieves a 270% machinability rating—nearly three times faster material removal.
This advantage comes from aluminum's lower specific cutting force. Shearing a 1 mm² chip of aluminum requires approximately 800 MPa compared to 1,350-1,500 MPa for non-alloyed steels and 2,150 MPa for austenitic stainless steels. Lower cutting forces reduce power demand, minimize mechanical stress on tooling, and enable carbide tools to last 2 to 3 times longer when milling aluminum compared to steel.
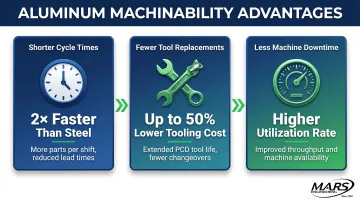
How this plays out operationally:
- Shorter cycle times mean more parts per shift. A 1 kg precision part requiring 2 hours to machine in steel can be completed in 1 hour in aluminum—3 to 5 times faster depending on alloy and geometry.
- Fewer tool replacements reduce downtime and tooling costs by up to 50%. When using PCD tooling in high-silicon aluminum alloys, manufacturers report up to 10 times higher productivity and tool life compared to standard carbide.
- Less machine downtime for tool changes increases machine utilization rates and throughput.
For custom-milled parts, faster machining translates directly into shorter lead times from design approval to delivery—critical in aerospace and medical where project timelines are rigid and delays cascade through assembly schedules. While raw aluminum may cost more per pound than mild steel, the reduction in machine cycle time, operator labor, and tool wear makes aluminum significantly cheaper to manufacture overall for complex CNC parts.
KPIs impacted:
- Cycle time per part
- Tooling cost
- Cost per unit
- Machine utilization rate
- On-time delivery rate
When this advantage matters most:
High-volume production runs, rapid prototyping phases, and projects requiring fast turnaround from design iteration to physical part. Organizations running tight production schedules or needing to compress time-to-market benefit most from aluminum's speed advantage.
Advantage 2: Tight Tolerances and Repeatable Precision Across Every Part
CNC milling eliminates human variability from material removal—the program runs the same toolpath on every part. When paired with aluminum's consistent machinability, programs can be optimized once and scaled across production runs without dimensional drift.
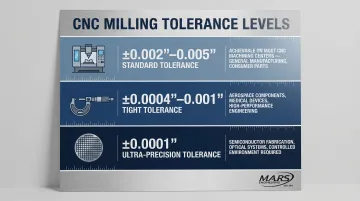
Tolerance capability scales with equipment and process control:
- Standard: ±0.002″ to ±0.005″ (±0.05–0.127 mm) — achievable on most modern CNC milling centers
- Tight: ±0.0004″ to ±0.001″ (±0.01–0.025 mm) — held reliably by well-equipped precision shops
- Ultra-precision: down to ±0.0001″ (±0.0025 mm) — shops achieve under strictly controlled conditions
This precision capability enables aluminum parts to meet strict dimensional requirements in:
- Aerospace: Linear tolerances of ±0.002 mm to ±0.01 mm for structural components like wing spars and seat tracks
- Medical devices: Surgical instruments and implant interfaces requiring ±0.0001″ tolerances for perfect articulation and biocompatibility
- Semiconductor equipment: Wafer handling stages requiring positioning accuracy down to 25 µm for nanometer-scale lithography
Inconsistent part dimensions in critical components cause assembly failures, rework costs, and compliance issues. CNC milling of aluminum virtually eliminates dimensional drift across production runs. Aluminum's dimensional stability under cutting—its low tendency to warp or deform—reinforces the CNC process's precision.
One caveat worth planning for: aluminum's thermal expansion coefficient of 23.6 µm/m-°C means a 100 mm part expands 2.36 µm per 1°C of temperature change. Holding sub-0.01 mm tolerances requires temperature-controlled environments (typically 20°C), chilled coolant systems, and real-time thermal compensation software. Each addresses the heat generated during high-speed milling.
KPIs impacted:
- Defect rate
- Rework rate
- First-pass yield
- Tolerance conformance
- Scrap rate
When this advantage matters most:
Medical devices, aerospace structural components, semiconductor equipment parts, and any application where interchangeable precision parts are required across large batch sizes. Regulated industries where dimensional failures trigger costly requalification cycles benefit most from CNC aluminum's repeatability.
Advantage 3: Lightweight Strength, Corrosion Resistance, and Surface Versatility Extend Part Life
Aluminum alloys deliver high strength-to-weight ratio—meaning CNC milled aluminum parts perform structurally while reducing system weight. 7075-T6 aluminum provides specific strength of 204 MPa/(g/cm³), nearly double that of AISI 4140 Q&T steel at 112 MPa/(g/cm³). This allows aerospace and automotive designers to cut component weight significantly without sacrificing structural integrity.
Aluminum naturally develops a thin, highly adherent aluminum oxide (Al₂O₃) passive film—typically 2 to 5 nanometers thick—almost instantaneously upon exposure to air. This self-healing barrier protects the underlying metal from further oxidation and provides excellent general corrosion resistance in neutral environments (pH 4 to 9).
Surface finishing options applied post-milling extend part life and meet environmental requirements:
| Finish Type | Thickness | Surface Hardness | Corrosion Resistance (ASTM B117) | Key Characteristics |
|---|---|---|---|---|
| Type II Anodizing | 5-25 µm (0.0002″-0.001″) | 200-400 HV | 336+ Hours | Decorative, accepts dyes, moderate wear resistance |
| Type III Hardcoat | 25-100 µm (0.001″-0.004″) | 600-700 HV (60-70 HRC) | 1000-2000+ Hours | Extreme abrasion resistance, alters dimensions |
| MIL-DTL-5541 (Chem Film) | <1 µm | N/A | 168-336 Hours | Maintains electrical conductivity, excellent paint base |
| Electroless Nickel | 12.7-38.1 µm (0.0005″-0.0015″) | Up to 800 HK100 | High | Uniform deposit, high lubricity, requires heat treatment |
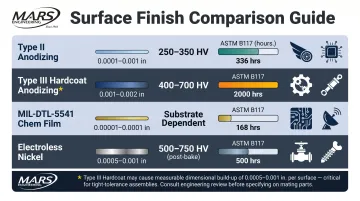
Critical design consideration: Type III hardcoat anodizing adds up to 100 µm of dimensional build-up—engineers must calculate pre-plating dimensional allowances to prevent out-of-tolerance rejections on precision mating surfaces.
Weight reduction delivers downstream operational savings:
- Lighter components reduce fuel consumption in aerospace and transportation
- Reduced load stress in assemblies and mechanisms
- Lower shipping costs for delivered components
Corrosion resistance reduces long-term maintenance, replacement frequency, and total cost of ownership—for parts exposed to moisture, chemicals, or harsh environments. The combination of natural oxide protection and optional finishing treatments lets designers specify aluminum for applications previously limited to stainless steel.
KPIs impacted:
- Component weight
- Fuel/energy efficiency (system level)
- Maintenance frequency
- Part replacement cost
- Service life
When this advantage matters most:
Aerospace, marine, automotive, and food processing applications where exposure to corrosive environments or weight constraints are primary design considerations. Any application where lifecycle cost exceeds initial part cost benefits from aluminum's corrosion resistance and durability.
What Happens When CNC Custom Milled Aluminum Is Overlooked
Choosing the wrong material-process combination compounds into real-world consequences. Heavier, harder-to-machine materials like steel—where aluminum would perform adequately—increase cycle times, tool wear, and costs without delivering better end-part performance for the application.
Quality and consistency risks multiply when manual machining or low-precision processes introduce dimensional variation. In regulated industries, that variation compounds into downstream failures, rework, and customer complaints. Reworking a defective part costs an average of 2.4 times the original production cost per unit.
The problem isn't limited to imprecise processes. Running excessive feed rates to minimize cycle times spikes scrap rates just as quickly, erasing any time saved.
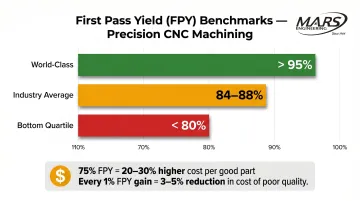
First Pass Yield (FPY) benchmarks reveal the cost impact:
| Manufacturing Sector | Bottom Quartile FPY | Industry Average FPY | World-Class FPY |
|---|---|---|---|
| Precision Machining / CNC | <80% | 84-88% | >95% |
An FPY of 75% means 25% of parts require rework or scrap, driving up average process costs per good part by 20-30%. Every 1% improvement in FPY yields a 3-5% reduction in cost of poor quality.
Without CNC milling precision and the right material choice, scaling from prototype to production creates compounding setbacks:
- Design changes force retooling and requalification, delaying time to market
- In aerospace and medical sectors, First Article Inspections are mandatory — imprecise prototyping methods surface design-for-manufacturability failures at the worst possible stage
- Each scale-up failure means additional qualification cycles, added costs, and lost schedule
How to Get the Most Value from CNC Custom Milled Aluminum
The advantages of CNC milled aluminum compound when alloy selection, program design, and production setup are optimized together from the start. Treating them as separate decisions leaves measurable value on the table.
Optimize alloy selection for application requirements:
- Use 6061-T6 for general precision work requiring balance of machinability, strength, and corrosion resistance
- Specify 7075-T6 when high strength-to-weight ratio justifies slightly lower machinability
- Consider 5052 for marine or chemical exposure where corrosion resistance is primary
- Match silicon content to tooling strategy (PCD for high-silicon alloys)
Leverage In-House Tooling Capability
Working with a shop that offers in-house tooling eliminates a common bottleneck in custom milling projects. When tooling can be made or modified on-site via Wire EDM, custom fixtures and cutting tools are ready with minimal lead time. Shops with in-house Wire EDM report lead time reductions from 12 weeks down to 4 weeks compared to outsourcing.
M.A.R.'s Engineering uses in-house Wire EDM to produce specialty cutting tools for each specific part, enabling faster cycle times with enhanced accuracy. Because tool-making is internal, custom or updated tools are available quickly and at low cost.
Choose Single-Source Manufacturing
Outcomes improve when the same shop handles milling, finishing, and quality inspection under one roof. Single-source manufacturing eliminates vendor handoffs, maintains traceability, and keeps quality consistent from prototype through high-volume production.
The cost case is well-documented:
- Supplier consolidation cuts equipment and supply costs by roughly 9.18%
- Each new supplier relationship carries an estimated $1,400 internal cost to identify, onboard, and manage
- Companies with consolidated supplier networks achieve up to 15% in procurement savings and a 20% increase in speed to market for new products
By coordinating machining, deburring, polishing, and coating schedules in-house, integrated shops reduce handling time and move parts efficiently through each stage. The result: shorter lead times, tighter quality control, and simpler project management.
Conclusion
CNC custom milled aluminum delivers advantages that are measurable and operational—faster production, tighter tolerances, lighter stronger parts, and longer service life. These aren't theoretical material benefits; they're outcomes that show up in cycle time reports, quality audits, and total cost calculations.
The advantages compound over time when the right alloy is paired with a precise, consistent CNC milling process applied by an experienced team. A 6061-T6 part milled with optimized toolpaths on temperature-controlled equipment delivers different results than the same alloy machined without process controls—and the gap widens across hundreds or thousands of units.
M.A.R.'s Engineering has delivered precision CNC milled aluminum parts across aerospace, medical, automotive, electronics, and more for over 60 years. The facility operates ISO-compliant quality systems equipped for both prototype and high-volume production runs, with in-house Wire EDM tooling, finishing, and inspection capabilities under one roof.
To discuss your next project, contact the M.A.R.'s Engineering team through their website or call +1 510-483-0541.
Frequently Asked Questions
What is the best aluminum for CNC milling?
6061-T6 is the most widely used alloy, offering a strong balance of machinability, corrosion resistance, and cost. For high-strength or weight-critical applications—particularly in aerospace—7075-T6 is preferred, delivering nearly double the tensile strength at a higher price point.
Is aluminum easy to CNC?
Aluminum is one of the easiest metals to CNC machine, with a 270% machinability rating versus free-cutting steel. It requires less cutting force, supports higher feed rates, and evacuates chips cleanly—translating directly into faster cycle times and lower per-part costs.
Is it better to cut aluminum fast or slow?
Aluminum runs faster than steel, but the real priority is maintaining consistent chip load—typically around 1% of cutter diameter for roughing. Running too slow causes built-up edge on the tool; running too fast without coolant causes thermal damage. Hitting the right balance between speed, chip load, and cutting fluid is what matters.
What is the best CNC bit for cutting aluminum?
Carbide end mills with 2-3 flutes and a polished or coated finish are the standard choice for aluminum. Fewer flutes improve chip clearance for aluminum's large chips, while coatings like Zirconium Nitride (ZrN) or Titanium Diboride (TiB₂) prevent built-up edge formation.
What is CNC aluminum used for?
CNC milled aluminum parts appear in aerospace structures, medical devices, automotive systems, electronics enclosures, heat sinks, semiconductor equipment, and marine hardware—wherever lightweight precision components with corrosion resistance are required.
What is the golden rule of milling?
Keep the cutting tool engaged as consistently as possible—minimizing air cuts, maintaining steady chip load, and avoiding abrupt direction changes that increase deflection and hurt accuracy. For aluminum specifically, dynamic milling toolpaths maintain a constant angle of engagement while coolant manages heat buildup.


