Introduction
In aerospace manufacturing, a deviation measured in thousandths of an inch can ground a program or compromise flight safety. Aluminum is the go-to material for CNC-machined aerospace components—from structural frames and wing ribs to avionics enclosures and hydraulic manifolds—because it combines low weight, high strength, and reliable machinability in a way few metals match.
CNC machining is the preferred production method for these parts because it delivers repeatable tolerances and scales cleanly from prototype to full production runs.
What follows covers what procurement teams and design engineers need to evaluate: alloy selection, process capabilities, tolerance standards, quality requirements, and how to qualify a supplier for aerospace work.
Why Aluminum Is the Material of Choice for Aerospace CNC Machining
Unmatched Strength-to-Weight Ratio
Aluminum dominates aerospace component manufacturing because reducing weight directly improves fuel efficiency, increases payload capacity, and enhances overall aircraft performance. Aluminum alloys deliver this critical weight advantage at a fraction of the cost of titanium or Inconel—making it the economical choice for secondary structures and housings where extreme temperature resistance isn't required.
Superior Machinability Reduces Cycle Times
Compared to titanium and Inconel, aluminum machines at significantly higher cutting speeds. For aerospace programs on tight schedules, that speed advantage adds up fast. Key production benefits include:
- Shorter cycle times and lower tooling costs per part
- Faster prototype iterations with no dimensional tradeoffs
- Quicker delivery from raw stock to finished component
Corrosion Resistance and Surface Finish Compatibility
Aerospace aluminum alloys naturally form a protective oxide layer and are well-suited for anodizing and chromate conversion coatings—standard finishing requirements for flight-worthy components. These surface treatments enhance corrosion resistance in harsh environments and provide wear protection for mating surfaces and threaded connections.
Dimensional Stability for Tight Tolerances
Aluminum's low thermal expansion coefficient and predictable chip-forming behavior make it reliable for precision aerospace assemblies. CNC processes can hold tolerances as tight as ±0.0001 inches on aluminum parts, maintaining consistent fit and function from the first part to the ten-thousandth.
Limitations: Where Aluminum Isn't the Answer
Aluminum is not suitable for high-temperature engine components exposed to combustion gases, or load-bearing structures where titanium or steel outperforms it. Knowing these limits upfront is what separates accurate material selection from expensive rework later.
Best Aluminum Alloys for Aerospace CNC Machining
Choosing the wrong aluminum alloy can compromise structural performance, corrosion resistance, or machinability—and ultimately lead to component failure or increased costs. Here's how the four primary aerospace aluminum alloys differ, and where each one belongs.
Aluminum 6061: The Versatile Workhorse
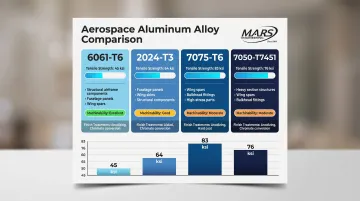
6061-T6 is the general-purpose aerospace alloy with good machinability, corrosion resistance, and weldability. It's commonly specified for brackets, housings, frames, and secondary structural components. With tensile strength around 45 ksi, 6061 is the most widely available and cost-effective option—but it has lower strength than 7000-series alloys, limiting its use in primary load-bearing structures.
Aluminum 7075-T6: The High-Strength Standard
7075-T6 delivers the highest tensile strength of the four common aerospace alloys at around 83 ksi, making it the go-to material for wing ribs, fuselage frames, and load-bearing brackets where maximum strength-to-weight ratio drives the design. However, 7075 is harder to machine than 6061, requiring sharp tooling, controlled cutting parameters, and careful chip evacuation to avoid surface damage and tool wear.
Aluminum 2024: Fatigue-Critical Applications
2024-T3 excels in tension-critical applications like fuselage skins and wing structures, offering excellent fatigue resistance (tensile strength around 70 ksi). However, it has lower corrosion resistance than 6061 and typically requires anodizing or cladding for long-term environmental protection. This alloy is ideal where cyclic loading and fatigue life are primary design concerns.
Aluminum 7050: Premium Plate and Thick Sections
7050-T7451 serves as a premium alternative to 7075 for thicker plate sections used in bulkheads, ribs, and spars. It offers better resistance to stress corrosion cracking than 7075, with tensile strength around 76 ksi—a key advantage in thick sections where 7075's susceptibility to stress corrosion cracking can disqualify it from the design entirely.
| Alloy | Tensile Strength (ksi) | Primary Use Cases | Machinability Rating | Typical Finish Treatment |
|---|---|---|---|---|
| 6061-T6 | ~45 | Brackets, housings, frames | Excellent | Type II/III anodize, alodine |
| 2024-T3 | ~70 | Fuselage skins, tension parts | Good | Anodize, cladding |
| 7075-T6 | ~83 | Wing ribs, load-bearing frames | Moderate | Hard anodize, alodine |
| 7050-T7451 | ~76 | Bulkheads, thick plate, spars | Moderate | Anodize, alodine |
CNC Machining Processes and Capabilities for Aerospace Aluminum
Multi-Axis CNC Milling for Complex Geometries
Multi-axis CNC milling dominates aerospace aluminum component production because it enables machining of compound angles and complex geometries in fewer setups, improving accuracy and reducing fixturing errors. 3-axis milling handles simpler prismatic parts efficiently, while 4-axis milling with part and table indexers allows multiple faces to be machined without removing the workpiece from the table. This 360-degree rotational capability reduces setup time and maintains alignment between critical surfaces.
For example, M.A.R.'s Engineering operates Haas VF2/VF2SS machines equipped with part indexers (2-inch diameter capacity) and table indexers for mounting tombstones. This setup enables simultaneous fixturing of multiple parts, dramatically reducing loading time and increasing throughput for both prototype and medium-to-large production runs—critical when aerospace programs demand rapid turnaround without compromising dimensional accuracy.

CNC Turning for Cylindrical Components
CNC turning produces cylindrical and rotational aluminum aerospace components such as bushings, shafts, pins, and fastener blanks—parts that appear throughout aerospace assemblies yet rarely get discussed in the context of aerospace machining. CNC turning achieves tighter tolerances than milling on cylindrical features (±0.0005 inches) and delivers faster cycle times for round parts. This process is ideal for medium to high-volume production of aerospace hardware where dimensional consistency and surface finish are critical.
Wire EDM for Custom Tooling and Micro-Precision
Wire EDM allows machine shops to produce custom tooling and fixtures in-house, eliminating vendor procurement delays and the markups that come with outsourced tooling. M.A.R.'s Engineering added Wire EDM specifically to tighten control over part geometry and micro-finish without depending on outside suppliers.
For aerospace aluminum work, that translates directly to results: custom tooling optimized for specific alloys reduces per-piece cycle times, improves surface finish consistency, and keeps production costs in check across both prototype and volume runs.
Centerless Grinding for Superior Surface Finish
Centerless grinding achieves surface finishes and tight diameter tolerances that milling and turning alone cannot reach. For aerospace aluminum parts, the process delivers:
- Surface finishes as fine as 4 microinches (μin) Ra
- Diameter tolerances as tight as 0.0001 inches
- Consistent results across high-volume production runs
These specs matter most on bearing surfaces, sealing interfaces, and mating features—where even minor dimensional variation can trigger rejection or failure in service.
Tolerances, Quality Standards, and Surface Finishes for Aluminum Aerospace Parts
Tolerance Requirements by Application Type
Aerospace aluminum components demand different tolerance levels depending on their function and assembly requirements. Understanding these distinctions helps designers specify appropriate tolerances and avoid over-engineering, which drives up costs without adding value.
| Application Type | Typical Tolerance Range | Example Components |
|---|---|---|
| Structural parts (non-critical) | ±0.005 to ±0.010 in | Brackets, general frames, covers |
| Precision interface features | ±0.001 to ±0.002 in | Bolt holes, mating surfaces, alignment pins |
| Bearing/mating surfaces (critical) | ±0.0001 to ±0.0005 in | Bushings, shafts, precision bores |
For context, typical commercial machining tolerances fall in the ±0.005 to ±0.010 inch range, while aerospace-grade work routinely holds ±0.001 inch or tighter on critical dimensions.
Quality Management Standards: From MIL-I-45208A to AS9100
The Department of Defense officially cancelled MIL-I-45208A in 1996, but the standard still appears in legacy contracts and customer-specific requirements — which is why many precision shops, including M.A.R.'s Engineering, maintain active compliance with it. For most new aerospace programs, AS9100 and ISO 9001 now serve as the primary quality management framework. AS9100 expands on MIL-I-45208A's inspection requirements by mandating proactive risk management, continuous improvement through Corrective and Preventive Action (CAPA) processes, and rigorous supply chain control.
AS9100 Clause 7.1.5.2 requires measurement traceability, meaning all measuring equipment must be calibrated at specified intervals against standards traceable to national measurement authorities like NIST. Shops must maintain calibration registers documenting equipment type, unique identification, calibration method, frequency, and acceptance criteria.
First Article Inspection (FAI) and AS9102 Compliance
SAE AS9102 establishes the documentation requirements for First Article Inspection, using three specific forms:
- Form 1: Part Number Accountability—identifies the part and baseline information
- Form 2: Product Accountability—documents raw materials, specifications, and special processes
- Form 3: Characteristic Accountability—verifies every design characteristic against engineering drawings
FAI confirms that prescribed production processes have produced a part conforming to all engineering requirements before full-scale production begins. For aerospace aluminum components, this documentation creates the traceable record that connects a finished part back to its original design intent — a requirement that applies from prototype through production release.
Surface Finish Options for Aerospace Aluminum
The three most common surface treatments for aerospace aluminum each serve a distinct role. Choosing the right one depends on the operating environment, dimensional tolerances, and downstream finishing requirements.
| Finish | Coating Thickness | Key Properties | Best For |
|---|---|---|---|
| Type II Anodizing (sulfuric acid) | 0.0001–0.0003 in | Corrosion protection, modest wear resistance | Housings, brackets, non-critical components |
| Type III Hard Anodizing (hard coat) | 0.001–0.003 in | Superior hardness and wear resistance | Bearing surfaces, sliding contact areas, harsh environments |
| Chromate Conversion Coating (Alodine/Chem Film) | 0.00001–0.00004 in | Thin, uniform corrosion protection; paint-adhesion primer | Tight-tolerance parts, pre-paint base coat |
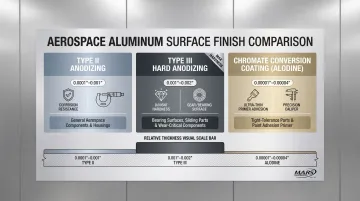
Because coatings add measurable thickness, designers must account for this in tolerance budgets — for precision mating surfaces and threaded features where post-coating dimensions determine fit and function.
Common Aerospace Aluminum Components Produced by CNC Machining
Structural Aluminum Components
CNC machining produces critical structural aluminum components including wing ribs, fuselage frames, bulkheads, spars, and seat rail tracks. Despite their variety, these parts share consistent production requirements:
- Tight tolerances on mating surfaces (typically ±0.001 to ±0.002 inches)
- Pocketed or lightened designs to reduce weight without sacrificing strength
- Consistent geometry across batches to ensure assembly interchangeability
Functional Aerospace Components
Functional aerospace components demand precision bore geometry, tight surface finish on sealing surfaces, and exact hole placement for assembly compatibility. This category includes:
- Avionics housings and enclosures – machined to shield sensitive electronics from vibration, EMI, and environmental exposure
- Hydraulic manifold bodies – with smooth internal passages and port geometry held to tight positional tolerances
- Fuel system brackets and mounts – designed for secure attachment in high-vibration environments
- Actuator housings – requiring precise bore alignment and consistent surface finish for reliable operation
- Sensor mounts – maintaining exact positioning and orientation for measurement accuracy
UAV and Satellite Aluminum Components
Beyond traditional airframes, unmanned aerial systems and satellite programs are a growing segment for precision aluminum machining. These applications carry the same dimensional requirements as manned aircraft — but at lower volumes and compressed delivery schedules.
That combination puts a premium on shops that can move from prototype to production without handoffs. When a design iteration requires a new fixture or modified tooling, in-house Wire EDM and integrated machining operations mean the change happens in days, not weeks, and quality traceability stays unbroken throughout.
What to Look for in a Precision CNC Machine Shop for Aerospace Aluminum
Certifications and Compliance: More Than Just Box-Checking
ISO compliance and AS9100 certification represent baseline requirements, not differentiators. These standards mean documented inspection procedures, calibrated measurement equipment maintained to NIST-traceable standards, and consistent quality records. When qualifying suppliers, ask:
- How often is measurement equipment calibrated, and can you provide calibration certificates?
- What is your First Article Inspection process, and do you provide AS9102-compliant documentation?
- How long do you retain quality records, material certifications, and inspection reports?
- What corrective and preventive action (CAPA) processes do you use when nonconformances occur?
Integrated, Single-Source Manufacturing Capability
The ideal machine shop offers multi-axis CNC milling, turning, in-house Wire EDM or toolmaking capability, and finishing/surface treatment options under one roof. Consolidated, single-source manufacturing reduces lead times, eliminates handoff errors between vendors, and provides procurement teams with a single point of accountability.
Coordinating between a separate machining shop, grinding shop, and plating vendor adds administrative overhead and creates potential quality escapes at every handoff. Integrated facilities consolidate the workflow and keep accountability in one place.
M.A.R.'s Engineering illustrates this approach in practice. With nearly 60 years of family-owned precision manufacturing experience and ISO-compliant quality systems, M.A.R.'s operates CNC milling (including 4-axis capability with part and table indexers), CNC turning, centerless grinding, Wire EDM, and in-house finishing — all from their San Leandro, CA facility.

That consolidation lets them support aerospace customers from prototype quantities through production runs of 500+ units, without the handoff delays or quality gaps that come with multi-vendor programs.
Prototype-to-Production Capability: One Shop, One Quality System
Aerospace programs typically begin with prototypes or low-volume validation runs before scaling to production. A machine shop that handles both phases using the same equipment and quality systems reduces the risk of process variation between development and production builds.
This continuity shortens the path from design approval to certified part delivery. It also eliminates the costly requalification that occurs when switching suppliers between prototype and production phases.
Shops with this capability can accommodate:
- Initial design validation runs of 5–10 pieces
- Pilot production batches of 50–100 units
- Full-scale production of 500–3,000+ pieces
All while maintaining dimensional consistency, traceability, and compliance throughout the program lifecycle.
Frequently Asked Questions
What aluminum alloy is best for aerospace CNC machining?
The four primary aerospace aluminum alloys each serve distinct applications:
- 7075-T6 — High-strength structural frames and ribs (83 ksi tensile strength)
- 2024-T3 — Fatigue-critical skins and tension members
- 6061-T6 — General-purpose brackets, housings, and fittings
- 7050 — Thick-section plate for bulkheads and spars
Alloy selection depends on load requirements, corrosion environment, and budget.
How much does it cost to CNC machine aluminum aerospace components?
Aluminum machines faster and with less tooling wear than titanium or Inconel, which keeps base costs lower. That said, tight tolerances, low production volumes, and inspection or certification requirements can push per-part costs up considerably. Providing part drawings and target quantities gives a shop the information needed to quote accurately.
Can aluminum be machined on a CNC mill?
Yes, aluminum is one of the most commonly CNC-milled materials in aerospace manufacturing due to its excellent machinability. High spindle speeds, sharp tooling, and appropriate coolant strategies achieve clean cuts and fine surface finishes—often as smooth as 16-32 microinches Ra on milled aluminum parts.
Which CNC milling machine is best for precision aerospace aluminum components?
4-axis and 5-axis CNC milling centers handle the complex geometries and compound angles common in aerospace work, reducing setups and improving repeatability. Equally important is the shop's process control, tooling selection, and ISO-compliant quality systems — a well-run operation on capable equipment consistently outperforms a poorly controlled one on premium machines.