Introduction
Aluminum dominates precision CNC milling across aerospace, medical, automotive, electronics, and marine industries because it delivers superior machinability, strong strength-to-weight ratios, and lower per-part costs than most alternatives. Engineers under pressure to shorten lead times and hold tight tolerances consistently return to aluminum—it machines faster than steel, outlasts composites in dimensional stability, and keeps tool wear predictable across long production runs.
This guide covers:
- How to select the right aluminum alloy for your application
- Key milling best practices: tooling geometry, speeds and feeds, coolant strategy, and workholding
- Industries that depend on custom CNC aluminum milling
- Finishing options that enhance corrosion resistance and part performance
TLDR:
- Aluminum machines up to 270% faster than steel, reducing cycle times and tool wear
- 7075 aluminum delivers nearly twice the tensile strength of 6061, ideal for aerospace structures
- Sharp 2–3 flute carbide end mills with high helix angles prevent built-up edge on aluminum
- Flood coolant is essential for tight tolerances and superior surface finish on aluminum parts
- M.A.R.'s Engineering produces precision aluminum components from prototype to 3,000+ unit production runs
Why Aluminum Is the Material of Choice for CNC Milling
Machinability Advantage Over Steel
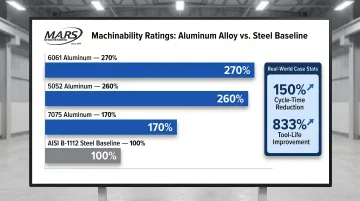
Aluminum cuts significantly faster than steel, reducing cycle times and lowering per-part costs. Machinability ratings for common aluminum alloys show 6061 at 270% and 5052 at 260% relative to the AISI B-1112 steel baseline of 100%, while 7075 still rates at 170%—well above most steels. This translates to higher spindle speeds, faster feed rates, and sharply lower tool wear.
Real-world data supports these gains: Sandvik Coromant case studies report 150% cycle-time reduction when switching to aluminum-specific cutters, with one application achieving 833% tool-life improvement. Lower cutting forces allow aggressive material removal rates—aluminum's cutting force coefficient is roughly 0.30 compared to 1.00 for AISI 4340 steel, meaning less spindle load and higher throughput.
Practical benefits:
- Shorter cycle times reduce machine occupancy and increase daily part output
- Lower tool wear cuts consumable costs and minimizes tool changeover downtime
- Higher material removal rates enable faster roughing passes and quicker turnaround
Strength-to-Weight Ratio for Weight-Critical Applications
Pure aluminum is lightweight at 2.70 g/cm³ (about one-third the density of steel), but alloying elements substantially increase tensile strength without significant weight penalty. 6061-T6 aluminum delivers 310 MPa (45,000 psi) tensile strength, while 7075-T6 reaches 572 MPa (83,000 psi), roughly 1.84× stronger, with density rising only marginally to 2.81 g/cm³.
That strength-to-weight ratio makes aluminum the default choice for aerospace structures, automotive suspension components, and weight-sensitive industrial hardware. Engineers hit their structural targets while shedding mass—directly improving fuel efficiency and payload capacity.
Multi-Property Advantage
Aluminum's natural oxide layer forms within milliseconds of exposure to air, creating a self-healing corrosion barrier that protects the base metal without additional coatings. For outdoor enclosures, marine hardware, and food-contact components, this eliminates the need for expensive protective finishes.
Thermal and electrical conductivity add design flexibility:
- 6061-T6: 167 W/m·K thermal conductivity, 3.99 µΩ·cm electrical resistivity
- 7075-T6: 130–155 W/m·K thermal conductivity, 5.15 µΩ·cm electrical resistivity
These properties make aluminum ideal for heat sinks, electrical enclosures, and thermal management components where heat dissipation or electrical grounding is critical.
Beyond performance, aluminum's sustainability profile benefits high-volume manufacturers directly. Recycling saves 95% of the energy required for primary production, and recycled aluminum now accounts for over 80% of U.S. aluminum production—reducing both environmental impact and raw material costs at scale.
Choosing the Right Aluminum Alloy for Your Project
6061: The All-Purpose Workhorse
6061 is the most versatile aluminum alloy for CNC milling. Its magnesium-silicon composition delivers reliable strength, corrosion resistance, and weldability across a wider range of applications than any other common aluminum grade.
Key properties:
- Tensile strength: 310 MPa (45,000 psi)
- Yield strength: 276 MPa (40,000 psi)
- Density: 2.70 g/cm³
- Machinability rating: 270% (relative to steel baseline)
Common applications:
- Structural brackets and mounting hardware
- Enclosures and housings for electronics and controls
- Piping, fittings, and fluid system components
- General-purpose machined parts across automotive, consumer goods, and industrial equipment
6061 welds cleanly, anodizes well for corrosion protection and aesthetic finish, and machines with minimal built-up edge (material adhesion on the cutting tool). At lower material and machining costs than specialty grades, it's the logical starting point — only move to a different alloy when your application has requirements 6061 genuinely can't meet.
7075: High-Strength for Aerospace and Performance Applications
7075 is a zinc-based alloy that delivers the highest strength-to-weight ratio of common aluminum grades. With tensile strength nearly double that of 6061, it's the preferred choice when mechanical demands justify the higher cost.
Key properties:
- Tensile strength: 572 MPa (83,000 psi)
- Yield strength: 503 MPa (73,000 psi)
- Density: 2.81 g/cm³
- Machinability rating: 170%
Common applications:
- Aerospace structural components (wing spars, bulkheads, seat tracks)
- Defense equipment and ordnance components
- High-performance sports equipment (bicycle frames, climbing gear)
- Racing and performance automotive parts
Important considerations:
- Harder to weld than 6061 — assemblies typically use rivets or bolted fastening instead
- More expensive to source and machine
- Lower machinability rating requires careful speeds and feeds
Reserve 7075 for parts where tensile strength and fatigue resistance are primary engineering requirements. The sourcing and machining costs don't make sense for general production work.
2024: Fatigue-Critical Applications
2024 is a copper-alloyed grade with exceptional fatigue resistance and strength, widely used in aircraft fuselage and wing skins where repeated load cycles are a primary design concern.
Key properties:
- Tensile strength: 469–480 MPa (68,000–69,000 psi)
- Good fatigue resistance for dynamic-load applications
- Used extensively in aerospace and high-stress automotive components
Important considerations:
- Requires anodizing, plating, or protective coating due to poor corrosion resistance
- Not weld-friendly — riveting or mechanical fastening is the standard joining method
- Specified primarily when fatigue life is the dominant engineering requirement
If your part undergoes repeated stress cycles and other grades have shown premature fatigue failure, 2024 is the right call. Factor in the mandatory surface protection and joining method constraints from the start of your design process.
5052: Corrosion-Heavy Environments
5052 is a magnesium-chromium alloy that excels in marine, chemical processing, and food-grade applications. It's not heat-treatable, so it has lower strength than 6061, but its corrosion resistance is superior.
Key properties:
- Tensile strength: 228 MPa (33,000 psi)
- Yield strength: 193 MPa (28,000 psi)
- Density: 2.68 g/cm³
- Excellent corrosion resistance in saltwater and caustic environments
Common applications:
- Marine hardware and boat components
- Fuel tanks and fluid storage
- Food processing equipment (non-reactive, sanitation-friendly)
- HVAC components exposed to outdoor environments
5052 isn't a load-bearing alloy — its tensile strength is the lowest of the four grades covered here. But in saltwater, caustic chemicals, or food-contact environments, nothing in this group holds up better.
Alloy Selection Framework
Use this four-factor decision framework to narrow your alloy choice:
| Factor | 6061 | 7075 | 2024 | 5052 |
|---|---|---|---|---|
| Required Tensile Strength | Medium | Very High | High | Low |
| Corrosion Environment | Good | Moderate | Poor (requires coating) | Excellent |
| Weldability Needs | Excellent | Poor | Poor | Good |
| Budget | Low-cost | High-cost | High-cost | Low-cost |

Decision logic:
- High strength + aerospace/defense → 7075
- Fatigue resistance + dynamic loads → 2024
- Marine/chemical/food processing → 5052
- General-purpose/cost-sensitive → 6061
CNC Aluminum Milling Best Practices: Tooling, Speed, and Setup
Tooling Selection
Sharp, high-helix carbide end mills with 2–3 flutes are the standard for aluminum milling. The high helix angle efficiently evacuates chips from the cut zone, preventing re-cutting of material and reducing built-up edge (BUE)—a common failure mode where aluminum welds to the cutting edge and degrades surface finish.
Why aluminum-specific geometry matters:
- 2–3 flutes: Larger flute valleys provide generous chip clearance, critical because aluminum produces long, stringy chips
- High helix angle: Speeds chip evacuation and reduces cutting forces
- Sharp cutting edges: Minimize heat generation and prevent material adhesion
Steel-optimized end mills with 4+ flutes trap aluminum chips, causing built-up edge, poor surface finish, and premature tool failure. TiB₂-coated carbide grades reduce surface friction and prevent built-up edge when machining aluminum, improving tool life and part quality.
Speeds and Feeds
Aluminum tolerates much higher spindle speeds than ferrous metals. Sandvik Coromant recommends cutting speeds for aluminum milling at approximately 200–500 m/min, substantially faster than steel's typical 60–150 m/min range.
General principles:
- Run higher RPMs: Aluminum's low cutting forces allow aggressive spindle speeds
- Maintain appropriate chip load: Recommended feed-per-tooth ranges from 0.15–0.25 mm/tooth for high-performance aluminum milling
- Avoid excessive feeds without chip clearance: Aggressive feeds with inadequate flute volume cause aluminum to weld to the tool
Practical guidance:
- Start with manufacturer-recommended speeds for your specific alloy (6061 machines faster than 7075)
- Increase spindle speed incrementally while monitoring chip formation and tool temperature
- Reduce feed rate if you observe built-up edge or poor surface finish
Coolant and Lubrication
Flood coolant or a light mist of cutting fluid is strongly recommended for aluminum milling. At elevated temperatures, aluminum adheres to tooling—keeping temperatures low is the simplest way to prevent BUE before it starts.
Benefits of coolant:
- Prevents built-up edge: Keeps cutting temperatures low, preventing aluminum from welding to the tool
- Manages thermal expansion: Aluminum's coefficient of thermal expansion (23.6 µm/m·°C for 6061) causes dimensional growth during machining—coolant stabilizes workpiece temperature
- Improves surface finish: Lubricates the cut and flushes chips away from the cutting zone
Sandvik recommends cutting fluid concentrations of 5% for alloys with <8% silicon, 10% for 8–12% silicon, and 15% for >12% silicon. Air blast alone works for very light finishing passes but is inadequate for deep pockets, high material removal rates, or tight tolerances.
Workholding and Deformation Prevention
Thermal management doesn't stop at coolant—how you hold the part matters just as much. Aluminum's low stiffness and high thermal expansion make deformation a real risk in thin-walled or large parts. The right workholding strategy addresses both issues simultaneously.
Best practices:
- Symmetric machining: Balance cutting forces by machining opposing sides of the part in sequence, reducing net stress
- Step-down roughing before finishing: Remove bulk material in roughing passes, allow the part to thermally stabilize, then complete final dimensions in finishing passes
- Proper clamping without over-tightening: Excessive clamping force distorts thin walls; use soft jaws or distributed clamping to spread forces evenly
- Account for thermal growth: Measure parts at consistent temperatures or allow time for thermal stabilization before final inspection
M.A.R.'s Engineering employs 4-axis part indexers and tombstone fixturing to maintain part alignment across multiple operations, reducing handling and preserving dimensional relationships between features.

Tolerances and Quality Control
Tight tolerances and dimensional control flow directly from the workholding and thermal practices above. Achieving them consistently requires structured in-process controls:
- In-process measurement: Check critical dimensions throughout the run, not just at the beginning and end
- Temperature-controlled environments: For parts requiring tolerances tighter than ±0.001 inch, maintain stable ambient temperature
- Calibrated equipment: Regular calibration of CNC machines and measuring instruments ensures repeatability
ISO-compliant shops maintain documented QC processes with full traceability across production runs. M.A.R.'s Engineering operates under ISO-compliant quality systems and complies with Mil-I-45208A, supporting first article inspection, in-process verification, and dimensional documentation for every part—traceability that aerospace and medical customers require.
Industries and Applications for Custom CNC Aluminum Milling
Aerospace and Defense
Aluminum alloys constitute up to 80% of the material used in aircraft airframes, with 7075 and 2024 dominating critical load-bearing applications. These alloys deliver the strength-to-weight performance required for structural brackets, bulkheads, wing spars, seat tracks, hydraulic manifolds, and avionics housings.
Why aerospace demands tight tolerances:
- Structural components experience extreme load cycles and vibration
- Mating surfaces require precise dimensional control for proper assembly
- Safety-critical applications mandate full material traceability and certified documentation
Compliance with military specifications (Mil-I-45208A) and ISO quality systems is a hard requirement for aerospace suppliers. M.A.R.'s Engineering produces aluminum components for aerospace customers with AS9100 D certification, providing first article inspection reports, lot traceability, and dimensional verification documentation.
Automotive and Transportation
Aluminum CNC milling serves engine components (cylinder heads, valve bodies), suspension brackets, heat sink enclosures, and transmission housings. 6061 is the most common alloy due to its balance of strength, machinability, and cost.
Emerging trend:
Electric vehicle (EV) manufacturers increasingly specify aluminum for battery housings and thermal management components. Aluminum's excellent thermal conductivity (167 W/m·K for 6061) enables efficient heat dissipation, critical for battery pack cooling and power electronics enclosures.
M.A.R.'s Engineering supports automotive customers from prototype through production runs of 3,000+ units — enough volume flexibility to accommodate both early design iteration and full-scale manufacturing without switching suppliers.
Medical, Electronics, and Chip Manufacturing
Aluminum's biocompatibility (for device housings, not implants), excellent thermal conductivity, and machinability to micro-tolerances make it critical in medical device manufacturing, semiconductor equipment, and electronics enclosures.
Applications include:
- Medical device housings and instrument components
- Heat sinks for power electronics and LED assemblies
- Semiconductor equipment structural components
- PCB substrates and electrical enclosures
M.A.R.'s Engineering serves chip manufacturing and medical sectors, producing precision aluminum components with tolerances to ±0.001 inch and surface finishes to 4 microinches via centerless grinding. CNC milling, grinding, EDM, and finishing all run under one roof — so parts move between operations without waiting on outside vendors.
Marine, Food Processing, and Industrial
5052 and 6061 serve corrosion-heavy environments where saltwater, caustic chemicals, or sanitation requirements dominate material selection.
Common applications:
- Marine hardware (cleats, brackets, fittings)
- Food processing equipment components (non-reactive, easy to clean)
- Agricultural machinery exposed to outdoor environments
- HVAC components and industrial enclosures
M.A.R.'s Engineering offers in-house anodizing, powder coating, and Alodine conversion coating, cutting out the 5–10 day delays that come with outsourced finishing on production orders.
Surface Finishing Options for CNC-Milled Aluminum Parts
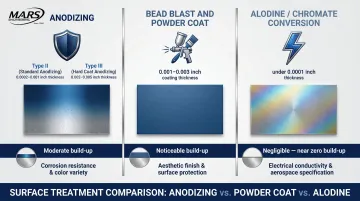
Anodizing (Type II and Type III)
Anodizing builds on aluminum's natural oxide layer, creating a controlled, thickened coating that enhances corrosion resistance and allows color options.
Type II (Sulfuric Acid Anodizing):
- Standard choice for corrosion resistance and decorative color
- Coating thickness typically 0.0002–0.001 inch
- Suitable for most industrial, electronics, and consumer applications
Type III (Hard Coat Anodizing):
- Thickest, hardest coating for military, marine, and high-wear applications
- Coating thickness up to 0.002–0.005 inch
- Provides superior abrasion resistance and durability
When specified correctly, anodizing adds minimal dimensional buildup. For parts with tight tolerances, machine to nominal dimensions and account for coating thickness in final inspection.
Bead Blasting and Powder Coating
Bead blasting creates a uniform matte texture that removes surface oxidation and machining marks, improving adhesion for any subsequent coating.
Powder coating applies a durable colored polymer finish when aesthetics and added protection are priorities. It adds measurable thickness — typically 0.001–0.003 inch — which must be factored into final tolerances, particularly on threaded features or mating surfaces. M.A.R.'s Engineering handles both processes in-house, coordinating finishing schedules to keep turnaround tight.
Chemical Conversion Coating (Alodine/Chromate)
Chemical conversion coating (often called Alodine or chromate) is specified in aerospace and electronics applications because it preserves electrical conductivity—unlike anodizing, which creates an insulating layer.
Key benefits:
- Thin coating (typically <0.0001 inch) has minimal dimensional impact
- Provides corrosion protection
- Serves as a primer adhesion layer for paint or other coatings
- Maintains electrical conductivity for grounding and shielding applications
M.A.R.'s Engineering performs Alodine coating in-house, supporting aerospace and electronics programs where conductivity and corrosion resistance must coexist.
Frequently Asked Questions
What is the best tool for CNC milling aluminum?
Sharp 2–3 flute carbide end mills with a high helix angle are the standard recommendation. They evacuate chips efficiently and prevent built-up edge. Avoid multi-flute tools designed for steel—they trap aluminum chips and cause surface defects.
What speed should aluminum be milled at?
Aluminum tolerates high spindle speeds, with recommended cutting speeds ranging from 200–500 m/min—substantially faster than steel. Run higher RPMs while maintaining chip load, and use coolant to push speeds further without sacrificing finish quality.
Is aluminum easy to CNC and which alloys are most commonly used?
Yes, aluminum is one of the easiest metals to CNC machine due to its low density and good chip-breaking characteristics. 6061 is the most commonly used all-purpose alloy, while 7075 is chosen when high strength is the priority, particularly in aerospace and defense applications.
Should I use coolant when CNC milling aluminum?
Yes, coolant (flood or mist) is strongly recommended. It prevents aluminum from welding to the cutting tool (built-up edge), manages thermal expansion, and achieves a better surface finish. Dry machining is only practical for very light finishing passes.
How much does it cost to CNC mill aluminum?
Cost depends on part complexity, alloy, tolerances, and production volume. Aluminum is generally more cost-effective than steel or titanium due to faster cycle times and lower tool wear. For project-specific pricing, contact M.A.R.'s Engineering—prototype through 3,000+ unit runs with in-house finishing handled under one roof.