Introduction
In aerospace manufacturing, a deviation of just a few thousandths of an inch can compromise structural integrity. Surface finish directly affects fatigue life and aerodynamic performance. Aerospace-grade aluminum sits at the center of this challenge, where material properties, machining expertise, and quality systems must align to meet the strictest safety and performance requirements.
Despite the growing adoption of composites, aluminum still comprises approximately 70-80% of airframe weight in established commercial aircraft platforms. The Boeing 737 holds roughly 80% aluminum composition; the Boeing 777 sits at 70% by weight.
Even the Boeing 787—which shifted to 50% composites—still relies on aluminum for 20% of structural weight, thanks to its proven combination of strength-to-weight ratio, machinability, and cost-effectiveness.
This guide covers:
- How aerospace aluminum alloys differ from commercial grades
- Which alloys dominate aerospace applications and why
- The machining processes required to hold aerospace tolerances
- Quality expectations and inspection standards
- What to look for when selecting a capable machining partner
TLDR:
- Aerospace aluminum alloys (primarily 2024, 6061, and 7075) must meet strict metallurgical standards, material traceability, and performance thresholds beyond commercial-grade aluminum
- Tolerances range from ±0.001" for general features to ±0.0001" for critical mating surfaces
- Surface finishes span Ra 125 µin down to 4 µin depending on application requirements
- CNC milling, multi-spindle screw machining, Wire EDM, and in-house finishing reduce lead times and improve consistency
- ISO 9001, AS9100D, and material traceability from raw stock through finished part are non-negotiable for aerospace programs
- Integrated machining shops eliminate multi-vendor handoffs, reducing risk and compressing timelines
What Is Aerospace-Grade Aluminum and Why Does It Matter
Aerospace-grade aluminum covers a family of high-performance alloys that must meet strict metallurgical standards, material traceability requirements, and performance thresholds commercial-grade aluminum does not require. These alloys must carry material certifications and Certificates of Conformance (CoCs) traceable to the raw material lot.
That traceability requirement isn't administrative overhead—it's a safety mandate. Every component must be traceable from raw stock through finished part for regulatory audits, and machining shops must maintain the documentation infrastructure to support it.
The distinction between aerospace and commercial aluminum comes down to alloy purity, mechanical property consistency, certification requirements, and tighter incoming material inspection standards. While commercial aluminum may suffice for general industrial use, aerospace programs demand materials that perform predictably under cyclic stress, extreme temperatures, and corrosive environments—conditions where material failure could have catastrophic consequences.
Aluminum remains the dominant structural material in aerospace despite composite growth because of its exceptional strength-to-weight ratio, natural corrosion resistance, thermal conductivity, and superior machinability compared to titanium and Inconel. The material's low density (~2.7 g/cm³) combined with tensile strengths ranging from approximately 270 MPa in 6061 to over 500 MPa in 7075 makes it ideal for weight-sensitive applications where every gram counts.
Key performance properties distinguishing aerospace aluminum:
- 7075-T6 delivers yield strengths of 503 MPa at densities far lower than steel, making it the go-to for structural airframe components
- A naturally forming aluminum oxide layer provides baseline corrosion protection, with anodizing and other surface treatments extending service life in harsh environments
- Cutting speeds up to 305 m/min (1,000 ft/min) are achievable, with high-speed machining delivering metal-removal rates three times higher than conventional methods
- High thermal conductivity dissipates heat efficiently during machining, reducing thermal distortion in thin-walled structures
The regulatory context is equally demanding. AS9100D (Clause 8.5.2) establishes identification and traceability requirements throughout the product lifecycle, and machining shops must maintain the documentation infrastructure aerospace buyers require—records covering raw stock origin, process steps, and inspection results.
Key Aerospace Aluminum Alloys: 2024, 6061, and 7075 Compared
Three primary alloy series dominate aerospace machining—2024, 6061, and 7075—each offering a distinct balance of strength, machinability, corrosion resistance, and weldability suited to different applications. Aluminum-lithium alloys are also gaining ground for their improved stiffness-to-weight ratio, with alloys like 2195 delivering over 3,000 kg (~20%) in weight savings in the Space Shuttle Super Light Weight External Tank compared to conventional alloys.
The table below summarizes the key trade-offs at a glance:
| Property | 2024 | 6061 | 7075 |
|---|---|---|---|
| Tensile Yield Strength | 345 MPa (T3) | 276 MPa (T6) | 503 MPa (T6) |
| Machinability | Moderate | Easiest | Demanding |
| Corrosion Resistance | Poor (needs coating) | Good | Moderate |
| Weldability | Poor | Excellent | Poor |
| Primary Use | Fuselage skins, fatigue structures | Brackets, frames, fittings | Wing ribs, bulkheads, primary structure |

Alloy 2024: Fatigue Resistance for High-Cycle Applications
Alloy 2024's copper-alloyed composition delivers high fatigue resistance, making it the go-to choice for fuselage skins, wing tension members, and structures subject to repeated stress cycles. Tensile strength reaches approximately 483 MPa (70,000 psi) in T3 temper, with a yield strength of 345 MPa (50,000 psi) and fatigue strength of 138 MPa at 500 million cycles.
That performance comes with trade-offs engineers need to plan around:
- Corrosion resistance is relatively poor, requiring protective cladding (Alclad) or conversion coatings in most applications
- Common tempers are T3 and T4, which balance strength with adequate formability
- Weldability is limited, so most 2024 assemblies rely on mechanical fastening
Alloy 6061: Versatility and Weldability
6061 is the most versatile and weldable of the three primary aerospace alloys, widely used for secondary structures, brackets, frames, and fittings where moderate strength (~276 MPa yield in T6 temper) is sufficient and ease of machining or welding is a priority. Aluminum 6061-T6 features excellent joining characteristics and good acceptance of applied coatings, making it ideal for parts requiring post-machining assembly or additional processing steps.
The alloy's lower hardness compared to 2024 and 7075 makes it easier to machine with standard tooling, reducing tool wear and enabling higher material removal rates without dialing in specialized cutting parameters.
Alloy 7075: Maximum Strength for Primary Structures
When 6061's moderate strength isn't enough, 7075 steps in. With yield strength reaching approximately 503 MPa (73,000 psi) in T6 temper, it's the highest-strength option in this group and the standard choice for primary load-bearing structures—wing ribs, bulkheads, seat tracks, and aircraft fittings where failure isn't an option.
The trade-off is machinability. At Brinell 150, 7075 is harder than 6061, and its tendency to form built-up edge at low cutting speeds demands more careful process control. Achieving tight tolerances requires high-speed cutting parameters and sharp carbide tooling (uncoated or TiAlN-coated). Effective chip evacuation is equally critical—poor chip clearing leads to work hardening and dimensional drift.
Precision Machining Processes for Aerospace Aluminum
High-Speed CNC Milling
Aerospace aluminum responds exceptionally well to high-speed cutting (HSC)—low cutting forces, excellent chip formation, and the ability to run high spindle speeds without rapid tool wear make CNC milling ideal for machining structural pockets, ribs, and complex profiles that result in high swarf volumes.
4-axis CNC milling enables complex geometry in fewer setups, reducing cumulative tolerancing errors. M.A.R.'s Engineering runs this capability with both part and table indexers, rotating parts through 360 degrees without removal from the machine table.
Multiple facets and features can be machined while maintaining critical alignment between surfaces, which is essential for aerospace applications where dimensional relationships are tightly controlled.
CNC Turning and Precision Screw Machining
CNC turning and screw machining produce the precision fasteners, bushings, threaded fittings, standoffs, and connectors that aerospace assemblies depend on in high volumes. Multi-spindle screw machines run up to 16 operations per cycle on 8-spindle configurations, making them highly efficient for aerospace hardware programs requiring tight tolerances across large quantities.
Production volume thresholds:
- Single-spindle machines: Ideal for 500–3,000 piece runs, offering faster setup and flexibility for design changes
- Multi-spindle machines: Optimized for 3,000+ piece orders, delivering superior cost efficiency and reduced cycle times at high volumes
Single-spindle machines offer flexibility for more complex geometries and can perform up to 5 simultaneous operations per cycle, while multi-spindle equipment delivers the lowest per-part cost for sustained high-volume aerospace production.
Wire EDM and Specialty Operations
Wire EDM produces tight-tolerance features, complex profiles, and custom tooling without introducing thermal distortion, which is critical for aerospace aluminum parts where heat-affected zones can alter material properties. Submerged Wire EDM provides a stable spark environment and thermal control, achieving surface finishes of 7.5 Ra without mechanical cutting forces that could distort thin-walled structures.
In-house Wire EDM capability allows shops like M.A.R.'s Engineering to produce or modify tooling quickly without outsourcing delays, with custom tools made at very low cost and minimal lead time, directly accelerating cycle times for parts requiring specialized cutting tools.
Precision Finishing Operations
Once machining is complete, surface finishing determines corrosion resistance, wear performance, and regulatory compliance. Finishing specifications for aerospace aluminum parts typically include:
- Type II anodizing: Sulfuric acid anodizing with typical thickness of 0.0001 to 0.001 inches, providing corrosion resistance and aesthetic appearance per MIL-A-8625F
- Type III hard anodizing: Hard anodic coatings with thickness of 0.0005 to 0.004 inches for high wear and abrasion resistance
- Chromate conversion coating: MIL-DTL-5541F Class 1A provides maximum corrosion protection for painted or unpainted items, while Class 3 maintains low electrical resistance (not greater than 5,000 microhms per square inch)
- Centerless grinding: Achieves roundness better than 0.00005 inches (1.27 microns) with surface finishes down to 4 µin Ra

Selecting the right finish depends on the part's functional environment—conductivity requirements, wear exposure, and whether the surface will be painted or left bare.
Fixturing and Part Stability
Thin-walled aerospace aluminum structures are prone to chatter, vibration, and deflection during machining, any of which can introduce dimensional error and surface defects. Stable, low-distortion fixturing, climb milling strategies, and proper clamping are essential for holding aerospace tolerances across a production run.
Swiss-type screw machining uses a sliding headstock and guide bushing to support bar stock immediately at the cutting zone, minimizing deflection and vibration. This approach is particularly valuable for components with high length-to-diameter ratios.
Tolerances, Surface Finish, and Quality Control Standards
Aerospace aluminum machining demands significantly tighter tolerances and finer surface finishes than commercial machining:
Typical tolerance requirements:
- General features: ±0.001"–0.005"
- Critical mating surfaces: ±0.0001" or tighter
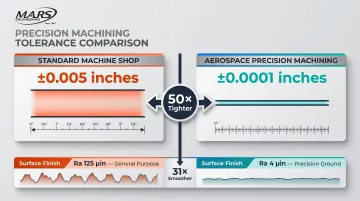
- Surface finish for general machined surfaces: Ra 125 µin
- Sealing surfaces and precision-ground components: Ra 4–32 µin
These are demanding specs by any standard. Aerospace precision machining consistently achieves linear tolerances of ±0.0001 inches, compared to standard machine shop tolerances of ±0.005 inches — a 50x tighter requirement that shapes every decision in the machining process.
Quality Control Methods
Aerospace machining shops verify compliance through:
- Coordinate Measuring Machine (CMM) inspection: Dimensional verification of complex geometries
- First Article Inspection (FAI): SAE AS9102 establishes documentation requirements using Form 1 (Part Number Accountability), Form 2 (Product Accountability), and Form 3 (Characteristic Accountability) to validate the process before production runs
- Statistical Process Control (SPC): SAE AS9103 establishes SPC and variation management requirements for Key Characteristics, monitoring consistency across high-volume production
Key Quality Certifications
| Certification | What It Covers |
|---|---|
| ISO 9001 | Baseline quality management system: process control, documentation, and continuous improvement |
| AS9100D | Aerospace-specific QMS adding risk management (Clause 8.1.1), configuration management (Clause 8.1.2), product safety (Clause 8.1.3), and counterfeit parts prevention (Clause 8.1.4) |
| Mil-I-45208A | Legacy military inspection system standard still referenced in many long-running defense and aerospace contracts. Officially canceled in 1996, it has been largely superseded by AS9100D and AS9102 for new programs — though some legacy programs continue to require demonstrated compliance |
Shops serving aerospace OEMs and prime contractors must maintain a complete documentation trail — material certifications, inspection records, and traceability from raw bar stock through finished part. ISO-compliant quality systems with full in-process traceability make that chain verifiable at every step.
Common Machining Challenges and How to Address Them
Built-Up Edge and Tool Wear
Aerospace aluminum alloys—especially 7075—can weld to cutting tool edges at low cutting speeds, forming built-up edge that degrades surface finish and dimensional accuracy. Standard countermeasures include:
- Running high cutting speeds to prevent material transfer to the tool
- Using sharp carbide tooling, uncoated or with TiAlN coatings
- Maintaining adequate coolant flow to clear chips before re-cutting occurs
Thermal Distortion in Thin Sections
Heat generated during aggressive material removal can cause thin-walled aerospace structures to warp or distort, pushing dimensions out of tolerance after unclamping.
Mitigation strategies:
- Climb milling to reduce cutting forces
- Flood coolant or minimum quantity lubrication
- Lighter finishing passes
- Proper fixturing that doesn't induce pre-stress
Maintaining Consistency from Prototype to Production
Holding tight aerospace tolerances across an entire production run—not just on first articles—demands a disciplined process foundation. That means in-process gauging, SPC monitoring, and documented cutting parameters, tooling specs, and inspection intervals.
Shops that consistently hit spec from prototype through high-volume manufacturing rely on:
- Tool offsets and wear compensation to correct for gradual drift
- Probing routines that verify part dimensions mid-cycle
- Defined inspection intervals with full traceability records
Choosing an Aerospace Aluminum Machining Partner
Certifications and Traceability Requirements
Any qualified aerospace machining partner must meet a non-negotiable baseline of documentation and quality standards:
- ISO 9001 compliance and AS9100D certification as the quality foundation
- Full material traceability from raw stock to finished part
- First article inspection capability for new programs
- Certificates of Conformance (CoCs) and material certs on every order
These are requirements for aerospace and defense programs — not optional extras — and any supplier gap here creates regulatory and safety exposure.
Integrated Capabilities That Reduce Risk
Shops offering machining, finishing (anodizing, plating, grinding, polishing), and inspection under one roof eliminate handoff errors, reduce lead times, and simplify project management. In a fragmented multi-vendor model, quality and schedule risks compound at every handoff — and the data backs this up.
McKinsey (2024) reports that aerospace supply chain consolidation has resulted in a less diverse and less resilient supply network, magnifying the effects of disruptions and shortages. Deloitte (2025) notes that supply chain fragility impacts delivery credibility, driving aerospace prime contractors to invest in supplier development and supply chain consolidation to reduce uncertainty.
M.A.R.'s Engineering operates this way by design. With 35 single-spindle and multiple multi-spindle screw machines, CNC turning and milling, Wire EDM, centerless grinding, and in-house finishing under one roof, the company handles prototyping through production without external handoffs. That single-source model eliminates the scheduling and quality variability that fragmented supply chains consistently introduce.

Experience and Track Record
Aerospace programs benefit from shops with deep institutional knowledge — material behavior, tolerance risk points, and refined processes for high-volume consistency. That kind of process maturity takes decades to build.
M.A.R.'s Engineering, founded in 1964, brings nearly 60 years of precision machining experience to every program. As a family-owned operation, the company maintains continuity in quality standards, process documentation, and customer relationships that newer shops cannot replicate.
Frequently Asked Questions
What is aviation grade aluminum alloy?
Aviation-grade (aerospace-grade) aluminum refers to high-performance alloys—primarily the 2xxx and 7xxx series—engineered for aircraft and spacecraft structures. They differ from commercial-grade aluminum through stricter alloy purity, tighter mechanical property consistency, and mandatory material certification and traceability requirements.
How hard is it to machine 7075 aluminum?
7075 is machinable but more demanding than 6061 due to its higher hardness and tendency to form built-up edge at low cutting speeds. It requires high-speed cutting parameters, sharp carbide tooling, and effective chip evacuation to achieve tight tolerances and clean surface finishes without work hardening.
How much does it cost to get aluminum machined?
Aerospace aluminum machining cost depends on part complexity, tolerance requirements, alloy type, quantity, and finishing. Tolerance tightness and lot size drive the widest cost variation—prototype single parts typically cost significantly more per unit than production runs of 500 or more.
What surface finish is required for aerospace aluminum parts?
Surface finish requirements vary by application—general machined surfaces may require Ra 63–125 µin, while critical sealing surfaces or precision-ground components can require Ra 4–32 µin. The drawing or specification will define the requirement for each feature.
What certifications should an aerospace aluminum machining shop have?
ISO 9001 is the baseline quality management standard; AS9100D is the aerospace-specific extension covering process control, documentation, and traceability. Material certifications and Certificates of Conformance issued with every order are equally essential for aerospace programs.


