Introduction
An aerospace procurement manager faces a familiar challenge: 500,000 precision connector pins needed within 90 days, tolerances to ±0.0005", no room for scrap. Two shops bid the job—one specializing in Swiss screw machining, the other running traditional cam-driven automatic screw machines. Both promise quality, both tout experience, but the process behind each quote is fundamentally different.
That difference is operational. Swiss machines use CNC-controlled sliding headstocks and guide bushings to hold extreme precision on complex geometries. Traditional cam shops deploy mechanically driven cams on multi-spindle automatics to push throughput on simpler parts.
The wrong call increases per-part cost, adds secondary operations, and raises scrap risk. This comparison breaks down how each process works, where tolerances and volumes favor one over the other, and how to evaluate total cost of ownership before routing your next job.
TL;DR
- Swiss screw machining uses CNC sliding headstocks and guide bushings to machine slender, complex parts with tolerances down to ±0.0001"
- Traditional cam shops use mechanically driven cams on multi-spindle automatics for high throughput on simpler geometries — think turned fasteners, bushings, and pins
- For tight tolerances and complex geometry, Swiss is the stronger fit — cam shops typically win on per-part cost at very high volume
- Many shops now run both processes, routing each job to whichever method is more cost-effective
Swiss Screw Machining vs. Traditional Cam Shops: Quick Comparison
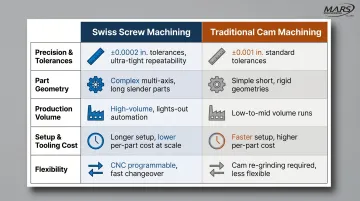
| Factor | Swiss Screw Machining | Traditional Cam |
|---|---|---|
| Precision & Tolerances | Guide bushing support enables tolerances down to ±0.0001" with concentricity below 0.0002" TIR. Surface finishes of 8–16 microinches Ra eliminate secondary finishing for medical and aerospace work. | Consistent ±0.001" tolerances across high-volume runs. Deflection limits performance on slender parts; less competitive on complex geometries where workpiece support is critical. |
| Part Geometry | Threading, drilling, milling, and grooving handled in a single pass. Supports length-to-diameter ratios of 4:1 or greater — some machines reach 20:1 or 30:1 while holding ±0.01mm. | Best for simple, repetitive geometries. Cam profiles are physically set per feature, so complex cross-drilling or milling operations are costly to add mid-run. |
| Production Volume | Economical from 500–3,000+ units. CNC programming enables smaller batches without cam fabrication — suited to mixed-volume or evolving designs. | Optimized for 3,000+ to millions of parts. Multi-spindle cam machines run 4–6× faster than Swiss CNC when geometry is simple and design is stable. |
| Setup & Tooling Cost | Programming-based setup, typically 1–4 hours. No physical cam fabrication reduces upfront cost per new part. | Cams must be designed and installed per job. Single-spindle: 2–6 hours; multi-spindle: 6–16 hours. Higher upfront cost, but near-zero incremental cost at scale. |
| Flexibility | CNC program changes allow rapid adaptation — practical for mid-run revisions or frequent design iterations. | Cam replacement is time-intensive and expensive. Best for stable, locked-in designs with long production horizons. |
What Is Swiss Screw Machining?
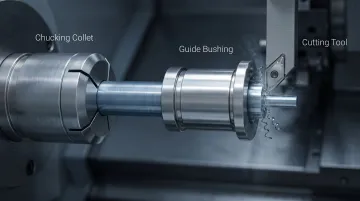
Swiss screw machining is a precision turning process where a sliding headstock feeds bar stock through a stationary guide bushing, supporting the workpiece extremely close to the cutting zone. That support eliminates the deflection that plagues conventional lathes when machining slender parts. Originally developed for Swiss watchmaking, the process now dominates medical, aerospace, and electronics manufacturing wherever tight tolerances and complex geometries converge.
The guide bushing is the key differentiator. Unlike a conventional lathe that grips the part at one end—leaving the far end unsupported—the Swiss guide bushing cradles the part adjacent to the cutting tool. Length-to-diameter ratios of 8:1, 10:1, even 12:1 become manageable without chatter or dimensional drift. Parts that would deflect on a conventional lathe stay stable, enabling consistent accuracy across thousands of cycles.
Modern Swiss machines are CNC-controlled with multiple tool slides and secondary spindles, enabling threading, drilling, grooving, and milling to occur in a single continuous pass. CTPE Ltd. reduced cycle times by 80%—from 150 seconds to 30 seconds—by transitioning to a 7-axis Tornos Swiss DT 26, cutting out secondary operations entirely. Running everything in one setup reduces labor, lowers work-in-progress inventory, and removes the cumulative fixturing errors that stack up when parts transfer between machines.
Swiss machines routinely achieve concentricity within ±0.0005" TIR and surface finishes of 8–16 microinches Ra. For applications like surgical instruments, fiber optic ferrules, or aerospace connector pins, these capabilities often remove the need for secondary finishing, reducing total cost even when machine rates run higher.
Use Cases of Swiss Screw Machining
Swiss machining is best suited to small-diameter components (typically under 1.5" diameter) that require multiple features in a single setup. High length-to-diameter ratios, tight tolerances, and demanding surface finishes make it the go-to process for:
- Medical devices: Surgical instrument shafts, dental implant components, bone screws, trocars
- Aerospace: Lightweight fasteners, connector pins, hydraulic fittings
- Electronics and telecommunications: Fiber optic ferrules, RF connector pins, micro-assemblies
- Fuel systems: Precision injector components
In these applications, scrap and rework costs far exceed any machine rate premium. Holding ±0.0001" tolerances and completing parts without re-chucking keeps defect rates low — and when a single rejection means scrapping $50 to $100 in material and labor, that consistency matters.
What Are Traditional Cam Shops?
Traditional cam shops operate cam-driven automatic screw machines—single-spindle machines (like Brown & Sharpe or Hardinge types) and multi-spindle machines (like Davenport or New Britain)—where mechanical cams physically dictate the motion of cutting tools. "Cam" in this context refers to the machined metal cams on the machine itself, not CAM software. These shops built the backbone of American precision parts manufacturing through the 20th century, and they remain unmatched for raw throughput on simple geometries.
Multi-spindle cam machines operate multiple workpieces simultaneously—up to 6 or 8 spindles in continuous rotation—enabling production rates that CNC machines often cannot match on simple, repetitive geometries. Parts requiring 8 seconds on a Swiss CNC machine take only 3 seconds on a cam machine. This cycle time advantage compounds across hundreds of thousands of parts, making multi-spindle automatics the most cost-effective choice for high-volume, stable-design components.
The setup process carries significant implications. Each cam profile must be physically engineered and installed for a new part, making initial job setup labor-intensive and costly—often 6-16 hours for multi-spindle machines. But once running, cam machines deliver extremely low per-part costs. This makes them ideal for production runs measured in hundreds of thousands or millions of parts with stable, unchanging designs.

Many cam shops have evolved beyond legacy equipment, investing in CNC departments, Wire EDM for in-house tooling, and secondary operations capabilities—grinding, finishing, and assembly—to remain competitive. This positions them as single-source manufacturers: they handle screw machining and the downstream operations that Swiss-only shops often need to outsource.
M.A.R.'s Engineering, for example, operates 35 single-spindle screw machines alongside a full lineup of multi-spindle equipment and an in-house CNC department with Wire EDM capability. Both part families are produced under one roof with consistent ISO-compliant quality.
Use Cases of Traditional Cam Shops
Industries where cost-per-part trumps geometric complexity rely heavily on cam-driven production:
- Automotive: Flow valves, needle valves, bleeder screws, tire valve inserts
- Hardware: Set screws, cap screws, hex bolts, interchangeable screwdriver bits
- Plumbing and HVAC: Hose nozzles, temperature regulators, ball valves
Evolved cam shops with in-house CNC capability can also handle complex secondary operations, toolmaking, and finishing—making them capable of handling a broader range of part types than cam-only shops. The result is multi-spindle throughput for simple parts and CNC precision for complex features, without splitting the job across vendors.
Swiss Screw Machining vs. Traditional Cam Shops: Which Is Right for Your Project?
Four factors determine which process fits your project: part geometry and L:D ratio, production volume, tolerance requirements, and total cost of ownership (setup + per-part + secondary operations). Optimizing for only one — say, machine rate — leads to the wrong choice once secondary processing costs enter the equation.
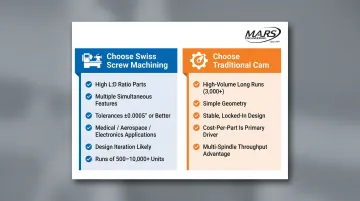
Choose Swiss Screw Machining When:
- Your parts have high length-to-diameter ratios (greater than 4:1)
- Multiple features must be machined simultaneously (threading, cross-drilling, milling)
- Tolerances of ±0.0005" or better are required
- Parts are destined for medical, aerospace, or electronics applications with zero-defect expectations
- Design iteration is likely and CNC flexibility saves programming time vs. new cam fabrication
- Production runs range from 500 to 10,000+ units where setup cost amortizes but volume doesn't justify multi-spindle tooling
Choose Traditional Cam When:
- You have very high-volume, long-run production (3,000+ to millions of parts)
- Part geometry is relatively straightforward (basic turning, drilling, threading)
- Design is locked in and stable with no anticipated revisions
- Cost-per-part at scale is the primary driver
- Multi-spindle throughput—4 to 6 times faster than Swiss CNC—outweighs the setup investment
The Hybrid Advantage
Neither process wins outright — the best shops route each job to the most cost-efficient machine. Shops operating both cam/screw machines and CNC equipment can do exactly that. This single-source model delivers:
- Consistent quality across diverse part types without vendor handoffs
- Reduced lead times by eliminating inter-shop coordination
- Lower total cost when secondary operations (finishing, plating, assembly) stay in-house
M.A.R.'s Engineering has operated this way since 1964. With 35 single-spindle screw machines, 20+ multi-spindle machines, a full CNC department, and in-house Wire EDM for custom tooling, parts move from the right process directly to finishing — no middleman markup, no coordination delays.
Real-World Scenario: How an Integrated Shop Bridges Both Worlds
A manufacturer supplying parts to multiple industries—automotive connectors at 500,000 units/year and medical device shafts at 20,000 units/year—faces the challenge of managing separate vendors for cam-machined high-volume parts and Swiss-machined precision parts. Each vendor carries its own lead times, quality standards, and administrative overhead. Purchase orders, shipping delays, and quality disputes multiply complexity.
The manufacturer consolidates with M.A.R.'s Engineering, which operates 35 single-spindle screw machines and 20+ multi-spindle machines (ranging from 7/16" to 3 1/4" capacity) alongside a CNC department and Wire EDM for in-house tooling. Both part families run under one roof with consistent ISO 9001:2015 / AS9100 D quality systems.
- Automotive connectors run on multi-spindle automatics, leveraging up to 16 simultaneous operations per cycle
- Medical shafts run on Swiss-type CNC machines with guide bushing support, holding ±0.0005" tolerances without secondary finishing

Consolidating to a single source cuts lead times, improves quality consistency, and eliminates the coordination overhead of multi-vendor sourcing. M.A.R.'s in-house finishing, plating (hard chrome, zinc, black oxide, nickel, and anodizing), and assembly capabilities also remove the need for third-party post-processing.
The key insight: the "Swiss vs. cam" debate often resolves best not by picking a side but by finding a manufacturing partner with both capabilities. If you're evaluating your current supplier mix, contact M.A.R.'s Engineering to discuss how consolidated screw machining services could reduce costs, shorten lead times, and improve part consistency across your product lines.
Conclusion
Neither Swiss screw machining nor traditional cam machining is universally superior. Swiss excels at geometric complexity, tight tolerances, and flexible production runs. Traditional cam machining wins on throughput for high-volume, simpler parts. The right process depends on part geometry, volume, and whether the project demands design agility or production stability — and that decision is worth getting right before tooling costs are committed.
For procurement engineers and operations managers, the clearest advantage comes from working with a shop that offers both capabilities — and the process knowledge to match each part to the right one. That combination reduces cost, tightens lead times, and improves quality yields compared to forcing all work into a single machining approach.
M.A.R.'s Engineering has operated that way since 1964, running single-spindle and multi-spindle screw machines alongside CNC turning, milling, and grinding under one ISO-compliant roof. A slender medical shaft goes to the right process; a high-volume HVAC fitting goes to another — with no multi-vendor coordination and consistent quality systems across both.
Frequently Asked Questions
What is the main difference between Swiss screw machining and traditional cam-driven screw machines?
Swiss machines use a CNC-controlled sliding headstock and guide bushing to support slender parts near the cut, enabling tight tolerances on complex geometries. Traditional cam machines use mechanically driven cams to control tool motion, excelling at high-volume production of simpler parts where throughput and per-part cost are the primary metrics.
When does a traditional cam shop outperform Swiss screw machining?
Cam shops—especially those with multi-spindle machines—outperform Swiss machining in very high-volume production (3,000+ to millions of parts) of simpler geometries. Once cam setup cost is amortized across hundreds of thousands of parts, multi-spindle output rates (4-6x faster than Swiss) make cam-driven production the most cost-effective choice.
What tolerances can Swiss screw machines achieve compared to traditional cam machines?
Swiss machines typically achieve concentricity within ±0.0005" TIR and surface finishes of 8-16 microinches Ra, with some applications reaching ±0.0001". Traditional cam machines deliver consistent ±0.001" tolerances for high-volume production but are less capable on slender or geometrically complex parts where deflection is a factor.
What part sizes are best suited for Swiss screw machining?
Swiss machines are optimized for parts under approximately 1.5" diameter with high length-to-diameter ratios (typically greater than 4:1). This makes them the preferred choice for micro-components in medical, aerospace, and electronics applications where slender profiles and tight tolerances converge.
How do setup costs compare between Swiss and traditional cam shops?
Traditional cam shops require physical cam fabrication for each new job, making initial setup more costly and time-intensive (6-16 hours for multi-spindle machines). Swiss CNC programming changes faster (1-4 hours) but carries its own programming cost. Cam shops favor long, stable runs; Swiss shops are better suited for complex or variable-volume work.
Can a single machine shop offer both Swiss screw machining and traditional cam capabilities?
Yes. Integrated shops with both cam/screw machines and CNC capabilities can route each job to the most cost-efficient process while maintaining consistent, ISO-compliant quality under one roof. M.A.R.'s Engineering operates traditional screw machine and CNC departments together, providing single-source manufacturing without the overhead of coordinating multiple vendors.