Introduction
Choosing between Swiss screw machines and traditional lathes is one of the most consequential decisions in precision manufacturing. The wrong choice leads to excessive scrap rates, costly setups, and missed delivery windows—problems that compound quickly on high-volume runs. For engineers specifying tight-tolerance components and procurement managers weighing upfront machine costs against per-part economics, getting this right matters at every phase of production.
The stakes are particularly high for high-volume runs of small-diameter parts where a single poor machine choice can mean the difference between profitable production and expensive failure. Swiss machines excel at miniature, complex components requiring micron-level precision, while traditional CNC lathes offer unmatched versatility for larger parts and mixed-volume environments. This guide breaks down the structural differences, performance trade-offs, and real cost implications of each approach—so you can match the right machine to the right job before committing to production.
TL;DR
- Swiss screw machines support bar stock 1-3mm from the cutting tool, eliminating deflection on slender parts with L:D ratios up to 30:1
- Traditional lathes excel at larger diameters and simpler geometries, but deflection becomes a problem above 4:1 L:D ratios
- Swiss machines run 7-13 simultaneous operations, cutting cycle times by 30-70% compared to sequential CNC turning
- Multi-spindle screw machines handle up to 16 operations at once, making them the go-to for high-volume runs above 500 units
- Key decision factors: part diameter, tolerance requirements (±0.0001" Swiss vs. ±0.001" traditional), production volume, and total cost of ownership
Swiss Screw Machines vs. Traditional Lathes: Quick Comparison
Five factors typically drive the Swiss vs. traditional lathe decision: how the workpiece is supported, the tolerances required, cycle time, economics, and part geometry. Here's how each machine type compares across all five.
Workholding Method
In a Swiss screw machine, bar stock feeds through a sliding headstock and guide bushing, with machining occurring just 1-3mm from the support point. That proximity to the guide bushing eliminates workpiece deflection even on parts with length-to-diameter (L:D) ratios of 20:1 to 30:1.
A traditional lathe clamps the workpiece at one or both ends using a fixed headstock, chuck, and optional tailstock. Parts with L:D ratios beyond 3:1 to 4:1 experience increasing deflection under tool pressure, which typically requires steady rests or slower cutting parameters to compensate.
Head-to-Head: Tolerances, Speed, Cost, and Part Fit
| Factor | Swiss Screw Machine | Traditional Lathe |
|---|---|---|
| Tolerances | ±0.0001" to ±0.0005" | ±0.0005" to ±0.003" (on rigid parts with L:D < 3:1) |
| Axes / Operation Mode | 7-13 axes; simultaneous front and back machining | 2-5 axes; sequential operations |
| Cycle Time Example | 15 min on PEEK medical implant (down from 60 min) | Multi-setup parts extend lead times significantly |
| Equipment Cost | $150,000–$500,000+ | ~$50,000 entry-level CNC turning center |
| Per-Part Economics | Cost-effective at 500–1,000+ units | Better suited to prototypes and mixed-volume runs |
| Ideal Diameter Range | 1mm to 38mm bar stock | 25mm to 500mm+ |
| Ideal Part Profile | High L:D ratios, tight tolerances, complex multi-op geometries | Larger, simpler geometries with varied part families |

What is a Swiss Screw Machine?
Swiss screw machines are specialized CNC turning machines that use a sliding headstock and guide bushing to support and feed bar stock through the machining zone. The defining characteristic is that cutting occurs within 1-3mm of the guide bushing support point, sharply reducing tool deflection and vibration compared to conventional fixed-headstock designs.
The technology originated in Switzerland's "Watch Valley" in the 1870s when watchmaker Jakob Schweizer developed the sliding headstock design to produce miniature precision components. By the 1960s, the technology gained wider industrial adoption beyond horology, and modern CNC control systems have evolved Swiss machines into multi-axis manufacturing centers with 7-13 controlled axes.
Single-Spindle vs. Multi-Spindle Configurations
Single-spindle Swiss-type machines perform up to 5 simultaneous operations on a single bar of stock, using multiple tool stations positioned around the work zone. This configuration excels at complex geometries — turning, drilling, cross-drilling, threading, and live tool milling all in one setup — delivering finished or near-finished components with minimal secondary processing.
Multi-spindle screw machines take a different approach: 5-8 spindles arranged in a revolving drum, each handling 2 operations simultaneously. That adds up to 16 concurrent operations across all spindles, which substantially increases throughput for high-volume runs. Shops with both configurations — like M.A.R.'s Engineering — can match machine capacity to order volume, from medium runs of 400-3,000 pieces to orders exceeding 50,000 units.
| Configuration | Simultaneous Operations | Best For |
|---|---|---|
| Single-spindle | Up to 5 | Complex geometries, medium runs |
| Multi-spindle | Up to 16 | High-volume, simpler profiles |
Material Compatibility and Bar Stock Requirements
Swiss machines process metals including steel, stainless steel, aluminum, brass, titanium, and nickel alloys, plus engineering plastics such as nylon and polycarbonate. However, the tight clearance of the guide bushing requires centerless ground bar stock held to ±0.0005" diameter tolerances to prevent jamming, which costs significantly more than standard cold-drawn stock.
Standard Swiss-type lathes accommodate bar stock diameters from 1mm to 38mm (0.04" to 1.5"), with larger-capacity models handling up to 2" diameter material. The guide bushing eliminates workpiece deflection on long, slender parts. Combined with CNC control and multiple live tool stations, parts typically exit as finished components with little to no secondary work required.
Use Cases of Swiss Screw Machines
Those capabilities translate directly into application fit. Swiss machines dominate industries requiring tiny, precise, cylindrical components at volume:
- Medical devices: Surgical screws, dental implants, catheter components, and scalpel handles requiring ±0.0001" tolerances
- Aerospace: Fasteners, sensor housings, actuator pins, and lightweight titanium components
- Electronics: Connector pins, contact terminals, and micro-components
- Automotive: Fuel injectors, valve stems, and precision fittings
- Watchmaking: Movement components and miniature shafts
LS Manufacturing improved First Pass Yield from 85% to 99.5%+ on 2.5mm stainless steel medical scalpel handles by switching to Swiss equipment, demonstrating the quality advantage for critical medical applications.

What is a Traditional Lathe?
Traditional lathes—including conventional CNC turning centers—rotate the workpiece in a fixed headstock while cutting tools remove material under CNC program control or manual operation. The workpiece is held at one or both ends using a chuck and optional tailstock, with tools mounted on a movable turret or cross-slide.
Core advantages include lower capital cost (starting around $50,000 for entry-level CNC models versus $150,000+ for Swiss equipment), faster job changeovers for varied part geometries, and broad material compatibility.
Traditional lathes handle diameters from 25mm to 500mm (roughly 1" to 20") or larger, making them suitable for prototype quantities and moderate production runs across a wide range of industries.
The main limitation is workpiece slenderness. Workpieces with L:D ratios above 4:1 experience deflection that compromises dimensional accuracy and surface finish without additional support. Sequential operations mean more setups for complex parts, and cycle times can run 2-3 times longer than Swiss machines for geometrically intricate components.
Where traditional lathes struggle with long, thin parts, they consistently deliver for larger-diameter, lower-complexity work—which defines most of their strongest use cases.
Use Cases of Traditional Lathes
Traditional lathes excel when parts are larger in diameter, less geometrically intricate, or produced in volumes that don't justify Swiss machine setup costs:
- Shaft components, bushings, flanges, and couplings for general industrial applications
- Hydraulic fittings, pivot pins, and implement hardware for agricultural equipment
- Propeller shafts, pump housings, and deck hardware for marine use
- Valve bodies, manifolds, and threaded fittings for heating and cooling systems
- Mixed part families with high product variety in job shop environments
CNC lathes can be quickly reprogrammed for different part families, making them a practical choice for job shops where flexibility and fast changeover matter more than the per-part cost advantages of Swiss or multi-spindle setups.
Swiss Screw Machine vs. Traditional Lathe: Which Should You Choose?
The decision hinges on six factors: part diameter, L:D ratio, required tolerances, production volume, part complexity (number of features/operations), and total cost of ownership beyond machine purchase price.
Situational Recommendations
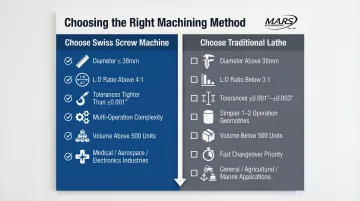
Choose a Swiss screw machine when:
- Part diameter is 38mm or smaller
- L:D ratio exceeds 4:1 (particularly above 10:1)
- Tolerances tighter than ±0.001" are specified
- Parts require drilling, threading, milling, and turning in one setup
- Production volume exceeds 500 units where per-part cost savings justify setup investment
- Industries include medical devices, aerospace, electronics, or watchmaking
Choose a traditional lathe when:
- Part diameter exceeds 38mm
- L:D ratio remains below 3:1
- Tolerances of ±0.001" to ±0.003" are acceptable
- Parts feature simpler geometries requiring 1-2 operations
- Production volume is mixed or below 500 units
- Rapid job changeovers and programming flexibility are priorities
- Applications include general industrial, agricultural, or marine equipment
The Hybrid Approach
Many precision machine shops operate both Swiss and traditional CNC equipment to handle the full range of customer part profiles. M.A.R.'s Engineering takes this approach — running 35 single-spindle screw machines, multi-spindle equipment, and CNC turning centers from a single San Leandro facility. Customers move from prototype to high-volume production without switching vendors, which cuts coordination time and keeps quality consistent across runs.
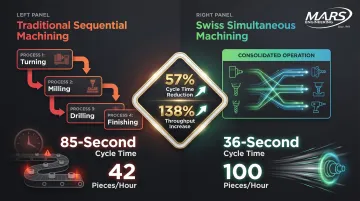
The Simultaneous Operations Advantage
For complex parts, the difference in cycle time is measurable. Wauseon Machine reduced cycle time from 85 seconds across multiple machines to 36 seconds on a Star Swiss lathe, increasing output from 42 to 100 pieces per hour. Completing drilling, threading, milling, and turning in a single cycle eliminates repeated workpiece handling — which directly cuts labor costs and tightens dimensional consistency across the run.
Real-World Applications: Who Uses What and Why
Consider a medical device manufacturer producing miniature surgical instruments: 2.5mm diameter shafts with cross-drilled holes, precision threads, and surface finishes below 8 microinches.
Traditional CNC turning would require multiple setups — initial turning, drilling, threading, and secondary grinding. Each setup adds handling time, fixturing costs, and opportunities for dimensional variation.
By shifting production to Swiss screw machines, the manufacturer completes all operations in a single cycle. The guide bushing supports the 2.5mm shaft immediately at the cutting zone, preventing deflection during drilling and threading. Live tooling enables cross-drilling and milling without part removal. The result: reduced lead times from days to hours, consistent quality across thousands of units, and First Pass Yield improvements from 85% to 99.5%+.
The choice between Swiss and traditional equipment comes down to a few concrete factors:
- Part geometry: Small diameters and high length-to-diameter ratios favor Swiss machines
- Production volume: Runs above 5,000 units justify the Swiss setup investment
- Complexity: Multiple features in a single cycle make Swiss the clear efficiency winner
For larger-diameter instruments with simpler geometries and lower volumes, the same manufacturer would choose traditional CNC turning to avoid unnecessary setup costs.
M.A.R.'s Engineering has handled exactly this kind of decision-making for customers across medical, aerospace, and industrial sectors since 1964. The San Leandro facility runs single-spindle screw machines, multi-spindle equipment capable of up to 16 simultaneous operations, CNC turning and milling, and in-house Wire EDM for custom tooling — all under one roof. Contact M.A.R.'s Engineering to discuss which approach fits your part requirements.
Conclusion
Neither Swiss screw machines nor traditional lathes are universally superior. The right choice is dictated by part geometry, tolerance requirements, production volume, and total cost priorities. Swiss machines deliver the precision, speed, and reduced secondary operations that complex small-part industries demand, achieving ±0.0001" tolerances and completing multiple operations in single setups. Traditional lathes offer the versatility and cost efficiency that mixed-volume, larger-part environments require, with simpler setup procedures and broader size ranges.
Shops equipped with both capabilities — like M.A.R.'s Engineering, which runs single-spindle and multi-spindle screw machines alongside CNC lathes — can serve the full spectrum of manufacturing needs, from rapid prototyping to high-volume production runs.
Before committing to either approach, evaluate your specific part profile:
- Measure the L:D ratio to determine deflection risk during turning
- Identify required tolerances and surface finish specifications
- Calculate annual production volume to compare per-part costs
- Count secondary operations that could be consolidated into a single setup
Those four data points will tell you which machine type best fits your application — and whether a shop with both capabilities is worth seeking out.
Frequently Asked Questions
What is the difference between a lathe and a Swiss lathe?
A conventional lathe holds the workpiece at fixed ends in a chuck while a Swiss lathe uses a sliding headstock and guide bushing to support the workpiece 1-3mm from the cutting zone. This proximity reduces deflection and enables higher precision on small, slender parts with L:D ratios up to 30:1.
When should I choose a Swiss screw machine over a traditional lathe?
Choose Swiss when your parts meet one or more of these conditions:
- Diameter under 38mm with L:D ratios above 4:1
- Tolerances tighter than ±0.001"
- Complex geometries requiring multiple simultaneous operations
- Production volumes exceeding 500 units where per-part savings offset setup costs
Are Swiss screw machines more expensive than traditional lathes?
Yes, Swiss machines cost $150,000-$500,000+ versus $50,000-$300,000 for traditional CNC lathes. At volumes above 500 units, however, the per-part savings and elimination of secondary operations frequently make Swiss the more economical choice.
What part sizes are best suited for Swiss screw machines?
Swiss machines are optimized for small-diameter bar stock ranging from 1mm to 38mm (0.04" to 1.5"), though some larger-capacity models handle up to 2" diameter. They excel with long, slender parts where guide bushing support close to the cutting tool prevents deflection.
Can traditional lathes produce the same precision as Swiss screw machines?
For short, rigid parts with L:D ratios below 3:1, modern CNC lathes can match Swiss tolerances. For small diameters or long slender parts, Swiss machines hold a clear structural advantage — their guide bushing design routinely achieves ±0.0001" versus ±0.001" on traditional equipment.
What industries use Swiss screw machines the most?
Medical devices, aerospace, electronics, automotive, and watchmaking are the primary Swiss machine users, driven by consistent demand for small, complex, high-precision components in high volumes.