Introduction
An automotive engineer submits a design for a high-volume shaft component. The quote comes back 40% higher than anticipated. Frustrated, they reach out to the machine shop for clarification—only to discover that callouts for ±0.0005 in on non-critical features have inflated machining time, fixturing costs, and inspection overhead far beyond what the part's actual function requires.
This scenario plays out daily across manufacturing supply chains. The hidden driver? Over-specified tolerances. Many businesses unknowingly pay a steep premium for precision they don't need, simply because tolerance specifications are treated as a safety net rather than a strategic decision. According to a Modus Advanced industry analysis, moving from standard ±0.005 in tolerances to ultra-precision ±0.0001 in can multiply costs by as much as 24x compared to rough machining.
This guide breaks down exactly how tolerance tiers drive cost escalation—and what you can do to specify smarter without compromising part performance.
Key Takeaways
- Precision machining tolerances span from ±0.005 in (standard) to ±0.0001 in or tighter (ultra-precision), each requiring different equipment, processes, and inspection methods at each tier
- Cost scales exponentially, not linearly — standard precision work runs roughly 4x baseline; ultra-tight tolerances can reach 24x more
- Tighter tolerances demand slower cycle times, specialized fixturing, thermal controls, and 100% inspection—all of which compound rapidly
- Loosening non-critical tolerances from ±0.01 mm to ±0.03 mm can cut machining costs by 22% — without affecting part function
- Applying tight tolerances only where function demands—combined with early design-for-manufacturability input—is the most reliable path to controlling cost per part
Precision Machining Tolerance Classifications Explained
Tolerance in machining refers to the permissible dimensional variation from a nominal measurement. It's typically expressed as bilateral (e.g., ±0.001 in) or unilateral values. Two unit systems dominate: thousandths of an inch (common in North America) and microns (μm) or millimeters (international). For reference, ±0.001 in equals 25.4 μm, and ±0.0001 in equals 2.54 μm.
Each tier below reflects a different level of manufacturing complexity, equipment requirement, and cost.
Tolerance Tiers at a Glance
| Tolerance Classification | Typical Range (Imperial) | Typical Range (Metric) | Typical Applications | Representative Industries |
|---|---|---|---|---|
| Standard | ±0.005 in – ±0.010 in | ±0.13 mm – ±0.25 mm | Structural components, housings, clearance holes | Industrial equipment, commercial hardware |
| Precision | ±0.001 in – ±0.002 in | ±0.025 mm – ±0.05 mm | Mechanical assemblies, gears, automotive components | Automotive, machinery manufacturing |
| Tight | ±0.0001 in – ±0.0005 in | ±0.0025 mm – ±0.013 mm | Optical components, surgical instruments, gauges | Aerospace, medical devices, defense |
| Ultra-Precision | <±0.0001 in | <±0.0025 mm | Semiconductor equipment, research instruments, optics | Chip manufacturing, aerospace optics, scientific instrumentation |

Standard tolerances (±0.005 in – ±0.010 in) represent what most modern CNC machines achieve without special setup. These suit the majority of commercial and industrial parts—housings, brackets, structural components, and clearance holes. Standard CNC turning and milling operations typically hover around ±0.005 in, achievable with conventional equipment, standard tooling, and basic quality checks.
Tight tolerances (±0.0001 in – ±0.0005 in) are where costs begin to climb noticeably. These specifications demand conditions that standard production simply can't guarantee:
- Slower feed rates to minimize cutting forces
- Rigid fixturing to eliminate micro-deflection
- Thermal stability controls to prevent dimensional drift
- Specialized tooling such as carbide end mills or precision grinding wheels
Setup validation becomes more intensive, and inspection shifts from statistical sampling to more frequent or 100% part checks.
Real-World Precision Capabilities
M.A.R.'s Engineering exemplifies real-world tight-tolerance capability. Their centerless grinding operations achieve tolerances up to 0.0001 in with surface finishes as fine as 4 microinches (μin)—a level of precision critical for bearing fits, sealing surfaces, and high-performance rotating assemblies. The company's six centerless grinders handle materials from soft plastics to hardened steel, supporting diameter capacities from 1/32 in to 2 1/4 in.
Supporting that precision is their in-house Wire EDM capability, which produces custom tight-tolerance tooling with minimal lead time and low cost. By cutting out outsourced tooling vendors, M.A.R.'s rapidly produces specialized fixtures, cutting tools, and gauges—reducing the cost of precision work and compressing project timelines.
This matters most for customers managing frequent design iterations or moving quickly from prototype to production.
The Tolerance-Cost Curve: Why Tighter Isn't Just Slightly More Expensive
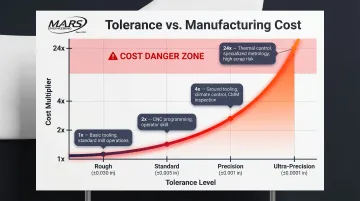
The relationship between tolerance and cost is not linear—it's exponential. Industry data shows that moving from rough machining to precision tolerances (±0.001 in) increases costs approximately 4x, while ultra-precision tolerances (±0.0001 in) can cost 24 times more than standard machining.
| Tolerance Level | Cost Multiplier | Primary Cost Drivers |
|---|---|---|
| ±0.030 in (Rough) | 1x (Baseline) | Standard machining |
| ±0.005 in (Standard) | ~2x | Standard CNC controls |
| ±0.001 in (Precision) | ~4x | Slower feeds, increased inspection, tool wear |
| ±0.0001 in (Ultra-Precision) | ~24x | Thermal control, specialized metrology, high scrap risk |
Machining Time Factor
Holding tighter tolerances requires reduced spindle speeds and feed rates, which directly increases cycle time. Even a 20–30% reduction in feed rate accumulates across a production run. For example, a part that takes 8 minutes at standard tolerances might require 10–11 minutes at precision tolerances—adding 25–37% to cycle time. Multiply that across thousands of parts, and labor and machine time costs escalate rapidly.
Fixturing and Setup Cost Increase
At tight tolerances, even minor deflection from workholding becomes disqualifying. This necessitates:
- Dedicated fixtures designed for each part geometry
- More setup validation steps before production approval
- Frequent machine calibration to maintain positioning accuracy
- Thermal soak time for workpieces and fixtures to stabilize
On high-volume runs, these setup requirements can consume a full shift before the first production part is approved.
Inspection Cost Escalation
Standard parts can rely on statistical sampling, inspecting a representative subset of the run. Ultra-tight tolerance parts often require 100% inspection using Coordinate Measuring Machines (CMMs) or precision gauging. At ultra-tight tolerances, inspection costs can rival machining costs, since every dimension must be verified on every part.
Scrap and Rework Risk
A Cpk of 1.33 is the standard minimum target, meaning normal process variation already consumes 75% of the tolerance band. When tolerances tighten to the edge of a machine's capability, small shifts in material properties, ambient temperature, or tool wear push parts out of spec. Scrap rates climb quietly, and those losses get absorbed into the per-part price—often without the buyer ever seeing the line item.
Other Key Factors That Drive Cost Per Part
Material Machinability
A material's machinability rating compares its ease of cutting against a baseline (typically B1112 steel at 100%). Lower ratings mean harder-to-machine materials, which exponentially increase cycle time and tool wear.
| Material | Machinability Rating | Machining Difficulty | Cost Implications |
|---|---|---|---|
| Aluminum 6061-T6 | 270% | Very Low | Fast cutting, excellent tool life, low cost |
| Stainless Steel 303 | 72% | Medium | Free-machining, manageable tool wear |
| Stainless Steel 316 | 40% | High | Gummy, work-hardens, requires slower feeds |
| Titanium Ti-6Al-4V | 17–20% | Very High | Low thermal conductivity transfers heat to tools, causing rapid wear |
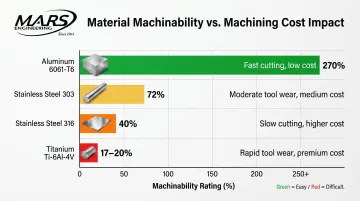
Titanium Ti-6Al-4V, with a machinability rating of just 17%, requires significantly slower cutting speeds than aluminum, dramatically increasing cycle time and tooling costs. For tight-tolerance work, this compounds further—slow feeds required by the tolerance specification are layered on top of slow feeds required by the material.
Part Design Complexity and Setup Count
Deep cavities, thin walls, complex internal geometries, and features requiring multiple machine setups each add:
- Programming time for CAM software
- Custom fixturing cost
- Risk of accumulated dimensional error across setups
- Longer overall lead time
Design decisions made upstream have a direct downstream impact on the quote. For example, a part requiring six setups to machine all features will cost considerably more than a comparable part requiring only two setups.
Production Volume and Setup Cost Amortization
Fixed costs (CAM programming, fixturing, first article inspection) are distributed across every part in a run. At low volumes, each part absorbs more overhead. At high volumes, cost per part drops considerably.
M.A.R.'s Engineering's **multi-spindle screw machines** perform up to 16 simultaneous operations in a single setup. Once production volume crosses the 500-part threshold, this translates to measurable gains across three dimensions:
- Faster production rates with fewer machine changeovers
- Lower per-part costs as fixed setup expenses spread across the run
- Consistent quality maintained across large batches through repeatable automated cycles

The Hidden Price of Over-Specifying Tolerances
The "Safety Tolerance" Trap
Designers and engineers often default to tighter-than-necessary tolerances out of caution or habit, rather than based on verified functional requirements. In one automotive case study, relaxing non-critical feature tolerances from ±0.01 mm to ±0.03 mm yielded a 22% reduction in machining costs and significantly reduced inspection backlogs. The assembly performed identically — zero functional compromise, measurable cost reduction.
That pattern repeats across industries. Over-specifying tolerances doesn't just increase machining costs in isolation — it triggers a chain of downstream expenses that compound quickly.
Supplier Narrowing Effect
As tolerances tighten, fewer shops have the equipment and expertise to reliably hold those specs. Most can quote standard tolerances competitively, but far fewer maintain the thermal controls, advanced multi-axis equipment, and metrology labs required for ultra-tight specifications.
That shrinks your qualified supplier pool — and with it, your competitive bidding leverage. Fewer vendors quoting the job typically means higher prices and longer lead times, even before a single chip is cut.
Inspection Overhead Inflation
When a drawing specifies ultra-tight tolerances across all features — including non-critical ones — the entire part must be inspected at a higher standard. This inflates inspection time and cost regardless of which dimensions actually matter for function or assembly. A tiered, feature-based inspection model — where only critical-to-function features receive high-precision checks — reduces quality overheads by more than 30%.
How to Optimize Tolerances and Reduce Cost Per Part
Value-Driven Tolerancing Framework
For each dimension on a drawing, ask: Is this tolerance driven by a genuine functional, safety, or assembly requirement? If the answer is no, it's a candidate for relaxation.
Use this simple decision matrix during design review:
| Feature Criticality | Current Tolerance | Cost Impact | Action |
|---|---|---|---|
| High (affects fit, function, or safety) | Tight | High | Keep tight tolerance |
| Medium (affects assembly ease) | Tight | High | Evaluate if standard tolerance works |
| Low (cosmetic or clearance) | Tight | High | Relax to standard tolerance |
| Low | Standard | Low | No change needed |
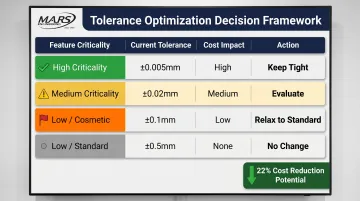
This framework ensures engineering resources focus on dimensions that genuinely impact product performance.
Tolerance Stack-Up Analysis
When multiple mating parts each carry tight tolerances, cumulative variation in assembly can exceed what any single tight spec was trying to prevent. A stack-up analysis early in design often reveals that looser tolerances on individual parts still meet the assembly requirement, reducing cost across the entire bill of materials.
Two methods are commonly used:
- Root Sum Squares (RSS): Assumes a normal distribution for dimensional variation; fast and effective for most assemblies
- Monte Carlo simulation: Runs thousands of trials using statistical distributions; more accurate for complex mechanisms with non-linear surfaces
Engage Manufacturing Partners Early
DFM (design for manufacturability) input from an experienced machine shop can identify over-engineered tolerances, flag difficult geometries, and align specifications to what the production process can reliably deliver.
M.A.R.'s Engineering has provided DFM feedback, tolerance consultation, and process engineering support since 1964 — working with customers across prototype and high-volume production to balance precision requirements with cost targets under one roof.
Frequently Asked Questions
What are typical tolerances for precision machined parts?
Typical precision machined parts fall in the ±0.001 in–±0.005 in range for most commercial and industrial applications. Tighter tiers (±0.0001 in and below) are reserved for aerospace, medical, and defense components where function demands it.
Is 0.005 in a tight tolerance for CNC machining?
±0.005 in is considered standard, not tight, for CNC machining. It's achievable on most modern machines without special setups and represents the baseline for general manufacturing.
Is 0.1 mm a tight tolerance for CNC machining?
±0.1 mm (approximately ±0.004 in) falls within the standard tolerance range for CNC machining and is not considered tight. Precision machining starts at ±0.05 mm or tighter, where specialized setups and process controls become necessary.
What tolerances are achievable with CNC turning?
CNC turning typically achieves ±0.001 in–±0.005 in for standard work, with precision setups reaching ±0.0005 in or tighter. Specialized processes like centerless grinding can push further, to ±0.0001 in with surface finishes as fine as 4 microinches.
What is the tightest tolerance achievable in machining (can you reach micron-level)?
Micron-level tolerances (1–5 μm, or approximately 0.00004 in–0.0002 in) are achievable with specialized equipment. Sub-1-micron work requires dedicated environmental controls, thermal stability of 20°C ±0.1°C, and advanced metrology systems — and sits at the outer edge of what current production technology can consistently deliver.
How much does ultra-precision machining with 1-micron tolerance cost per part?
Costs at 1-micron tolerance vary by part complexity, material, and volume, but specialized equipment, slower cycle times, 100% CMM inspection, thermal controls, and higher scrap risk typically drive costs 20–30x above rough machining. Bringing full spec documentation to your machining partner upfront — tolerances, material, finish, and volume — is the fastest way to get an accurate number.